




龙丽金属材料有限公司
平顶山龙丽金属材料有限公司质量控制
公司质量方针:没有*好,只有更好!
我公司 42crmo精密钢管产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 42crmo精密钢管产品质量的管理进行严格的控制,从而为您提供可靠的 42crmo精密钢管产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 42crmo精密钢管产品配发检验合格证,检验报告随货通行。
2、出厂的 42crmo精密钢管产品均按照相关标准生产和检验,不合格的 42crmo精密钢管产品不出厂


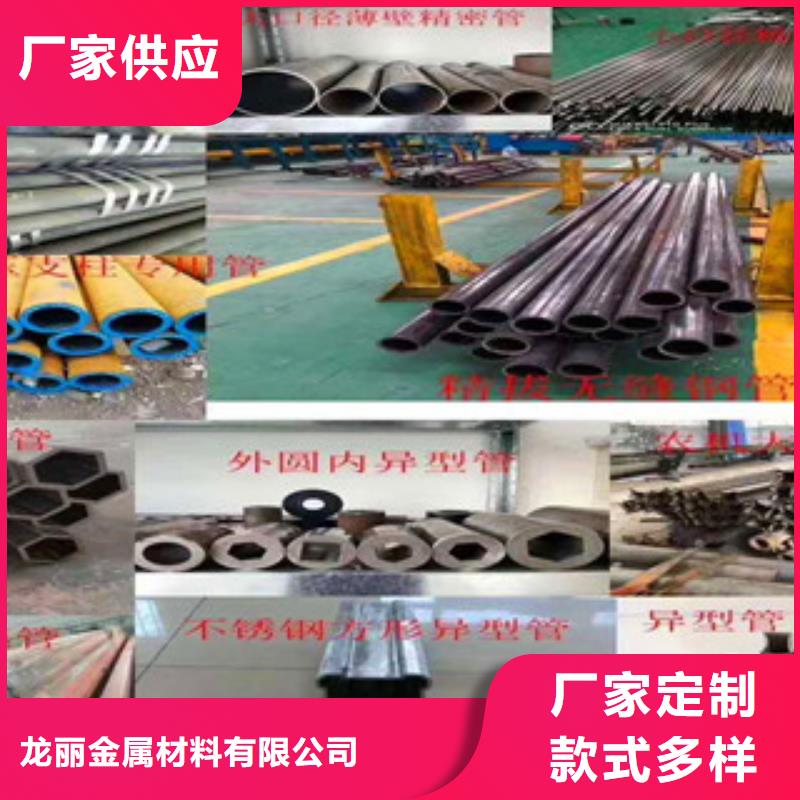
精密无缝管材质10#20#符号代表意思
10#20#代表意思
10与20代表的它们的含碳量.在GB9948中,10C含量为0.07-0.14而20C含量为0.17-0.24.C的含量越高,它的硬度及强度越高,但韧性和塑性会越低,可焊接性越差.所以容器中要求压力容器用钢,C含量不能超过0.25%.所以10钢会比20钢在胀接时的可靠些,不容易出现裂.但在设计时,10钢会比20钢更费材,因为它的许用应力会小些 10#精密钢管焊接性较好



无缝精密钢管重量计算的公式
钢的密度为1.85kg/dm2 ,精密钢管每米重量的计算公式为:
W(kg/m)=0.02466*壁厚*(外径-壁厚)
按国内标准生产的无缝精密钢管品种、国内常用牌号(钢级)及相应品种的常用国外标准
| 品种 | 标准 | 常用牌号 | 常用国外标准 |
| 结构用无缝精密钢管 | GB/T8162-1999 | 10、20、35、45、40Mn2、45Mn2、27SiMn、20Cr、40Cr、20CrMo、35CrMo、38CrMoA1、30CrMnSi、 50CrV、 | ASTM A500-98 ASTM A501-98、 ASTN A519-98、 JIS G3441-1994
|



精密钢管的生产方法:
管材的生产方法有热轧(见热轧无缝管)、热挤压(见管材挤压)、焊接以及冷加工(见管材冷轧冷拔)等。无缝精密钢管大都由热轧生产,有色金属管和低塑性高合金精密钢管主要用热挤压法生产。热轧无缝管的主要工序有管坯准备(包括切断和清理缺陷)、定心、管坯穿孔、毛管轧制、荒管精轧等。石油地质管还要经过管端加工工序。在管坯穿孔工序中,由于穿孔方法的不同,穿孔分斜轧穿孔(见二辊斜轧穿孔和三辊斜轧穿孔)、菌式穿孔机穿孔、压力穿孔和推轧穿孔等。穿孔后的毛管按轧管方法的不同分自动轧管机轧管、管材斜轧延伸、周期式轧管机轧管、连续轧管机轧管和顶管。荒管通过精轧得到各种热轧成品管。精轧的方式包括管材均整、管材定径、管材减径和管材热扩径等。

