




40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
然后,在讨论了钢板数控火焰切割机和等离子数控切割机的应用范围之后,让我们来谈谈数控火焰切割机和等离子数控切割机在具体使用过程中的成本问题
火焰钢板切割:以切割中厚钢板为佳。剪刃处无v型槽, 可达200mm左右,但5mm以下的钢板变形较大。费用:乙炔每8小时,氧气每2小时。乙炔78元/瓶,氧气16元/瓶。8小时工作成本:78元*1瓶+16元*4瓶=142元
等离子钢板切割:虽然等离子电源厂家声称他们可以切割到100mm,但是在实际中很难切割到30mm以上。切割小于20mm特别优越,速度快,变形小。等离子切割厚板时,切削刃有v型槽。但对于不锈钢、铝、铜等有色金属,火焰切割是不行的!成本:以6kW电源为例,将板切割到20mm以下,成本为每小时6kW,每班48kW,1.00元/kWh,48元。电极和喷嘴每个15元左右(中国制造),可以工作3小时左右。8小时工作费:48kW*1元/kW+15元*2.6=48元+39元=87元(以上费用为估计值)请不要担心他们,我的客人们。)
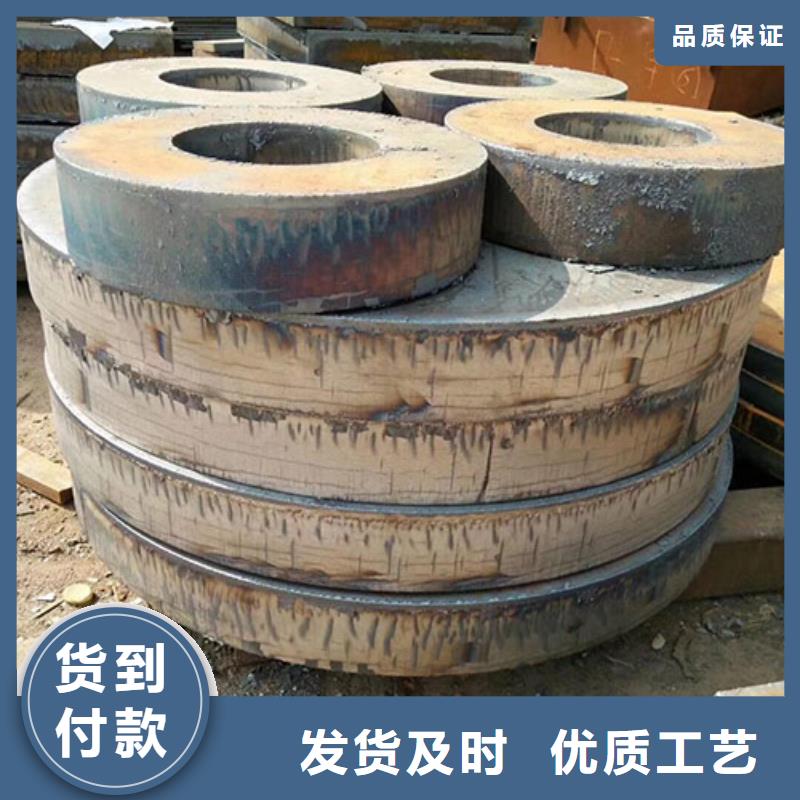
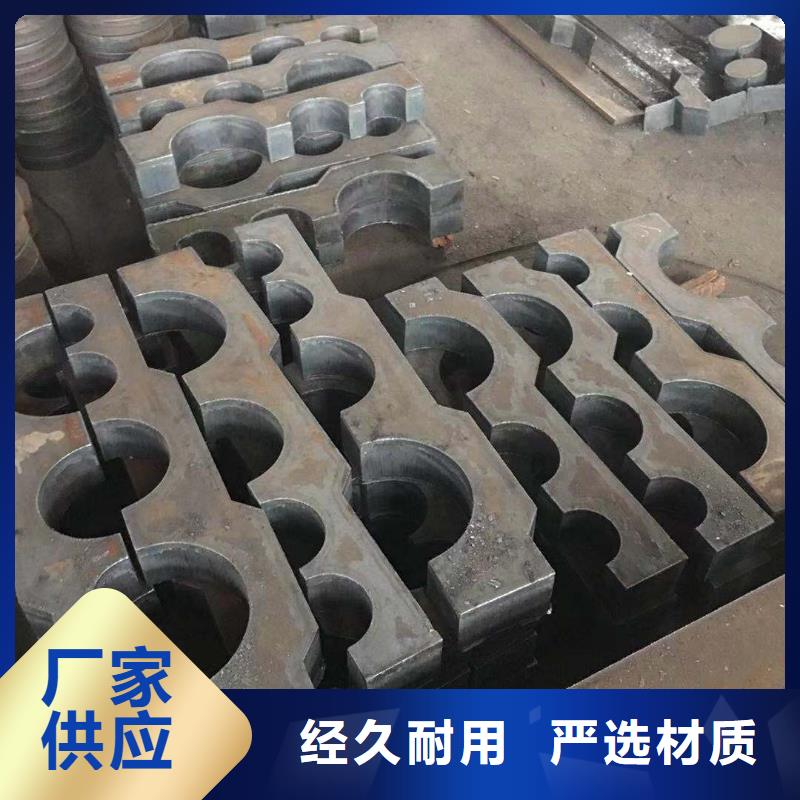
40CrNIMOA钢板切割效果
火焰数控切割机前期投资小,后期成本大,等离子数控切割机因为前期购买等离子电源不一样,价格也不一样,但整体投资比火焰切割大,后期成本小。当然,具体的还和操作人员的切割经验有很大的关系。数控切割时,根据零件实际轮廓切割所行走的轨迹路线是理论尺寸,实际切割下来尺寸会存在偏移,实际切割下来的零件尺寸外轮廓部分会变小,内轮廓尺寸会变大(双边刚好相差割缝宽度)。这是因为切割时存在割缝,割缝是切割时损耗的部分,因此实际切割时需要进行几何尺寸补偿,以弥补割缝造成的尺寸差异。补偿分软件补偿和数控系统补偿两种,它们的终目的就是让切割机行走的轨迹偏移,使切割产生割缝损耗后形成的尺寸刚好等于编程绘图的尺寸。
在切割经验不足的初期,由于对各台设备、各厚度材料割缝值不能准确掌握;另一方面,由于切割设备及操作人员技能的差异,同样厚度的材料在不同表面状况情况下,割缝值也可能会不一样。于是都是采用切割设备上的数控系统补偿,以便于根据实际切割情况随时修正割缝值。采用此补偿方式时,切割生产中出现:零件没有切断现象。并且此现象只发生在零件外轮廓上,尤其是在采用直线引入引出方式的圆形外轮廓中此缺陷很明显。经过分析,原来设置补偿时类似于将原零件轮廓偏移半个割缝值。采用切割设备数控系统补偿时,偏移导致引入引出线重合的位置分离开了;而采用软件补偿却不会产生这样的缺陷。所以,数控切割时优先采用编程软件补偿,这样可避免因补偿问题而导致的没有切断缺陷。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
在加工耐磨板的时候,要经过铸坯中裂的处理环节,这个环节是很重要的,在加工的时候,我们要更好的去更好的控制 它,这样才可以更好的保证在适当的范围当中工作呢,那么我们可以从哪些方面来把握呢.,钢水水分,我们要将 它的碳含量控制在百分之0.13到百分之0.18之间,在这样的情况下,我们要更好的避免它的包晶反应的区域,同时在 生产制作的时候,我们也要锰,磷,硫等等一些的含量,这样才会更加的可靠.第二,要从设备的精度上面入手 来解决类似的问题,只要它的精度是可靠的,这样在使用的时候,就可以更的反映出它的各项状况,那么在工作的 时候,就会更加的可靠,防止一些状况发生.第三,检测,这也是在控制当中的一个主要的工作,我们要想低倍 检测的数据,就要更好的去的检测,这样才可以得出更的数值,那么数据也是更加可靠的.
很多客户问数控钢板切割机,火焰钢板切割机和等离子钢板切割机成本哪个更便宜?
数控等离子钢板切割今天我会回答客户提出的相关问题。
以下分析仅供参考,重点沟通:首先,让我们了解一下数控火焰切割机的应用范围。数控火焰切割机主要用于切割厚度为5mm-150mm的普通碳钢板(如果切割0.1mm-5mm厚的工件,热变形会更严重。此时可以选择使用带60安培机等离子体电源的等离子体切割机,那么数控等离子体切割机的切割范围呢:数控等离子切割机主要可以用于普通碳钢板和火焰切割机切割不到的有色金属(如不锈钢、铜、铝等),主要是因为火焰切割不会氧化有色金属的表面,不能完成切割,但是,切割薄板时等离子体的凹槽不是很明显(如5mm以下的工件),所以工件越厚,凹槽越大。这与等离子电源的选择有关(国产等离子电源不同于进口等离子电源,普通机等离子电源不同于精细等离子电源),炉渣和毛刺也不同。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较



宝武钢铁近些年势如破竹,一方面是只剩下这家钢铁战士能打,另一个更重要的原因是,钢铁行业不像先前那样重要了。
上一波钢铁行业低谷,曾经历史悠久赫赫有名的武钢,露出软肋,经营出了问题,被宝钢抓住机会兼并,成了中国钢铁行业新格局的重要里程碑事件,这件事发生在2016年,此前中国钢铁行业可以说是战国七雄,各有优劣,此后则是宝武钢铁一家独领风骚。
从钢板市场需求看,由于去年以来促进经济恢复措施持续推行并逐步显效,国内各主要用钢行业普遍存在消费提前透支、基数逐步抬高的问题,下半年增速将放缓,用钢需求增长将相应减弱。5月份 取消部分钢材退税政策实施后当月钢材出口量下降,6月份有所反弹,是政策效应、合同执行周期、国内外钢板价格差等多种因素共同作用的结果。随着政策调控效果的进一步显现,钢材出口量或将呈下降态势。
从钢铁企业生产情况看,随着压产指标任务的落实、去产能“回头看”检查的深入、环保督察工作的推进,压减粗钢产量的面将会更广,效果会更明显。
从钢铁企业盈利空间分析,钢材市场价格经历了5月份的大起大落后,6、7月份窄幅波动。下一步如果供需相对平衡,钢价有望稳定在这一区间。但是,铁矿石价格仍继续升高、其它原燃料价格也普遍上涨,钢铁企业成本上升,盈利空间将受到挤压。钢铁企业要密切跟踪市场变化,进一步加强自律,警惕风险,优化结构,降低成本,尤其要降低原燃材料采购成本,努力保持钢材市场和生产经营的稳定。
2016年之前,中国钢铁行业一直较少有动作,比较大的事件,是海鑫钢铁2014年停产,进入破产重整环节。当时整个钢铁行业不景气,而且钢板价格大幅下挫,沿海铁矿石成本较低的企业相对好一些,内地钢厂普遍吃不开。再前一些,几个大型钢厂投建的新钢厂,亏损和停建传闻不断传出。
2008年中国钢铁行业,在工部等部位下发文件前后,开始一轮大整合,中央要减少央企数量,地方要筑寨自保,三大钢铁央企都在对外扩张,山东、河北地方国资将下属钢铁企业捏在一起,提高产能,终形成宝钢系、鞍钢系、武钢系、河北系、山东系、首钢系和江苏沙钢系七大巨头。其实当时还有一些企业,比如日照钢铁、建龙钢铁规模也不小,但是从产能和影响力上看,还进不了七巨头之列。
七雄格局就这样维持多年,谁也无力打破。宝武钢铁成立后,奇迹也出现了,不少地方钢企交给宝武钢铁,包括安徽、山西。
这些企业都曾经是当地命脉,七雄并立前后,其实宝钢也想进入河北钢铁,但被地方国资阻止门外。在钢铁行业整合中, 的阻力,其实是地方政府,因为钢铁产业大股东往往都是政府,钢企对地方就业、财税影响巨大是,不愿意轻易放手。



聚贤丰汇金属材料有限公司(桂林分公司)主要生产销售: 27SiMn圆钢。我司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进一步完善开发机制,打造公司的品牌效应。用户至上,以用户为中心”是公司永远坚持的服务宗旨,赢得用户的赞许是我们的荣誉,及时满足用户的需求,是我们公司的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会的大力支持,在社会的支持和帮助下,我们正昂首阔步迈向未来!我们,将继往开来,创造出更加美好、灿烂的明天!


聚贤丰汇特钢有限公司专注钢板切割、钢板加工、钢板下料、特厚钢板零割、中厚钢板零割,数控钢板切割,数控火焰切割加工,钢板火焰切割等服务,同时经销各类圆钢,中厚板,花纹板,开平板,无缝方管,焊管等型材,热诚欢迎新老客户来电垂询洽谈业务!
钢板的切割与加工,我们可以将其合称为钢板切割加工,那么,在这一具体方面上,同时也是网站的主打关键词之一,在前面已有知识的基础上,还应进行哪些拓展和深入。
1.钢结构的切割加工中,是否包含了钢板切割加工这一种。
钢结构的切割加工,其是包含了钢板切割加工这一个,所以,对于这个问题,其答案是肯定的,至于,其可以采用的切割方式,主要是有:。
方式一:气割。
通过氧气与燃料燃烧所产生的高温来熔化无锡钢板切割钢材,从而,来达到切割目的的,不过,如果材料熔点高于火焰温度,或者是一些难以氧化的材料,则不宜采用气割,因为,是会影响到切割质量的。
方式二:等离子切割。
这一种切割方式,主要是用在铝,铜,合金以及不锈钢等这些金属的切割上,其的主要优点,是为切割温度高,切割质量好,以及,其切割变形量小。
2.钢板加工,钢板切割以及钢板零割加工,其在具体的钢板切割加工种类上,是有哪些。
钢板加工,钢板天津钢板零割切割以及钢板零割加工,其在具体的钢板切割加工种类上,是有半自动火焰切割,全自动数控切割,以及水切割和激光切割这四个主要的,在具体的切割范围上,是为厚度为20到650毫米的钢板。
钢板切割加工上,所要进行分析与阐述的,主要是其一些常用切割方法的优缺点,以便大家可以对这些方法有所了解,从而就可以在实际中,根据具体情况和需要,来选择合适的切割方式,达到理想的切割效果。
钢板切割中,天津钢板加工其常用的切割方法,以及其所对应的优缺点,其主要是有:。
方法一:火焰切割。
优点是切割简单,且成本低,缺点是切割薄板的话,容易出现切割变形问题,而且所能切割的材料具有一定的局限性。
方法二:等离子切割。
优点是能对薄板,不锈钢及有色金属这些材料进行切割,而且切割速度快,其的缺点,则是切口会有斜度,且切割时有噪音。
方法三:水射流切割。
优点是切割范围广,而且环保,缺点是切割速度慢,以及其能耗大。



