


别再纠结于文字描述了,观看视频,让不锈钢复合管护栏,
201不锈钢复合管
送货上门产品为你展现真实魅力!
以下是:不锈钢复合管护栏,
201不锈钢复合管
送货上门的图文介绍

焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。


国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。



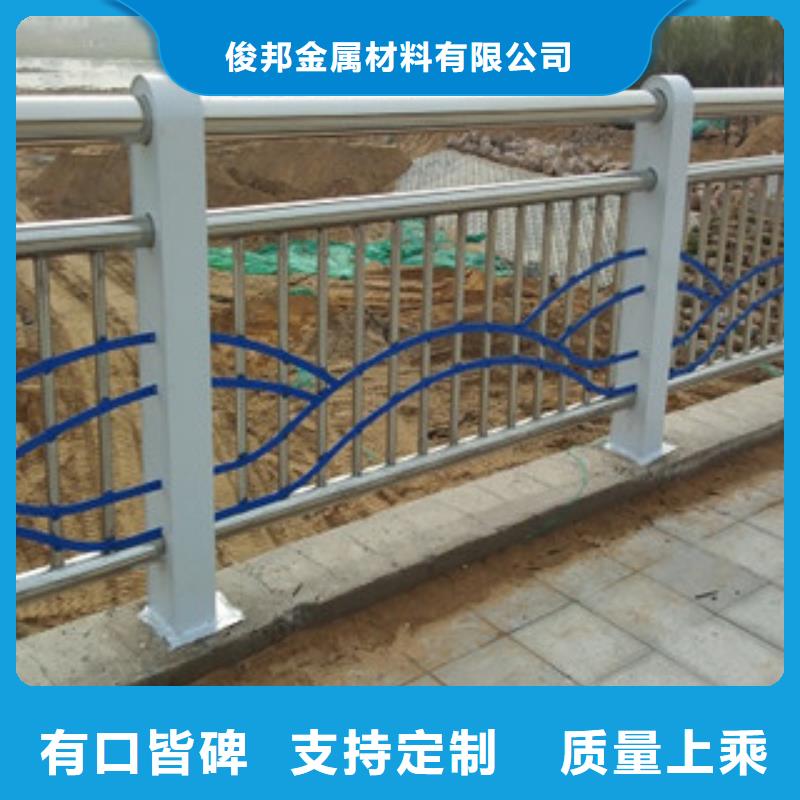
不锈钢/碳素钢复合管是一种新型复合材料,它是由不锈钢带与碳素钢带分别成形、焊接、定径,并使不锈钢带包复在碳素钢管外表面处,使两种材质的钢管形成一个完整、紧密、包复、无间隙的双层钢管,外层不锈钢作为装饰保护层,抗腐蚀能力强,洁净、光亮,内层碳素钢管作为承外载荷的主体。
不锈钢复合管是一般由先进的引进设备、先进的工艺、电脑控制的自动化生产线生产,产品质量稳定,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。
随着人们对不锈钢复合管的应用增多,使用范围扩大,其价格仅为不锈钢管的一半左右,随之应用不锈钢复合管的要求也日益增强。特别是当今各大城市的跨世纪工程——城市护拦、光亮工程、路灯灯杆、高架路桥和立交桥、高速公路护拦拦杆、过街彩虹、广告牌架、车站站棚和车船行业、医疗器械、钢制家俱等领域,都大量采用不锈钢复合管。其中以高速公司防撞护栏采用不锈钢复合钢管为例,不仅增加了护栏的抗腐蚀性能、抗氧化性能和强度,而且提高了使用寿命,因而被看好。
不锈钢复合管是一般由先进的引进设备、先进的工艺、电脑控制的自动化生产线生产,产品质量稳定,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。
随着人们对不锈钢复合管的应用增多,使用范围扩大,其价格仅为不锈钢管的一半左右,随之应用不锈钢复合管的要求也日益增强。特别是当今各大城市的跨世纪工程——城市护拦、光亮工程、路灯灯杆、高架路桥和立交桥、高速公路护拦拦杆、过街彩虹、广告牌架、车站站棚和车船行业、医疗器械、钢制家俱等领域,都大量采用不锈钢复合管。其中以高速公司防撞护栏采用不锈钢复合钢管为例,不仅增加了护栏的抗腐蚀性能、抗氧化性能和强度,而且提高了使用寿命,因而被看好。



云浮俊邦金属材料有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 不锈钢复合管护栏产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。


