


我们的【螺旋管DN20【热浸锌钢管】量大从优】视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:【螺旋管DN20【热浸锌钢管】量大从优】的图文介绍
黄冈鑫豪管业位于静海大邱庄镇。本公司主要经营各种 q235b螺旋管产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!


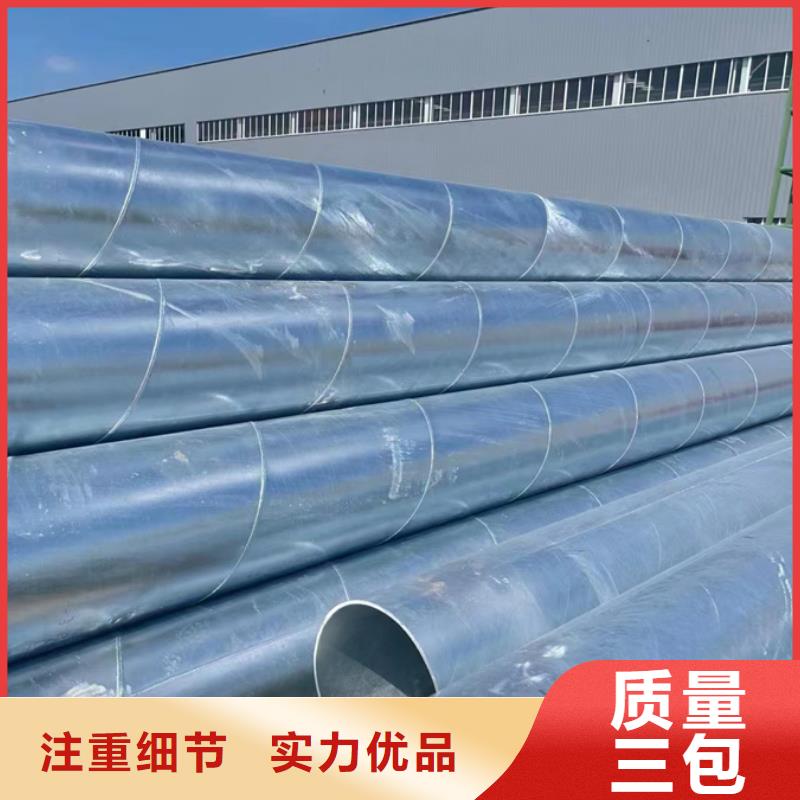
螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。螺旋焊管米重计算公式:(外径-壁厚)*壁厚*0.0246615。在购买螺旋管时,首先从外观尺寸看,可用游标卡量具简单测量实际尺寸是否比标明尺寸(一般螺旋钢管上均轧有规格标志)小约一个规格左右或更多。有些伪劣螺旋钢管通过砸口的方式来欺骗人的视觉,因而从钢管表面端面观察其为扁椭圆形,而正规材端面应基本为圆形正规螺旋钢管在厂家出厂时大多大捆包装,成捆钢材上均挂有与实物相对应的金属标牌,钢材牌号、批号、规格及检验代号等。而伪劣钢筋由于生产条件简陋,无大型吊装设备,大多小捆(十根左右捆扎)包装或散装,无金属标牌、无质量保。



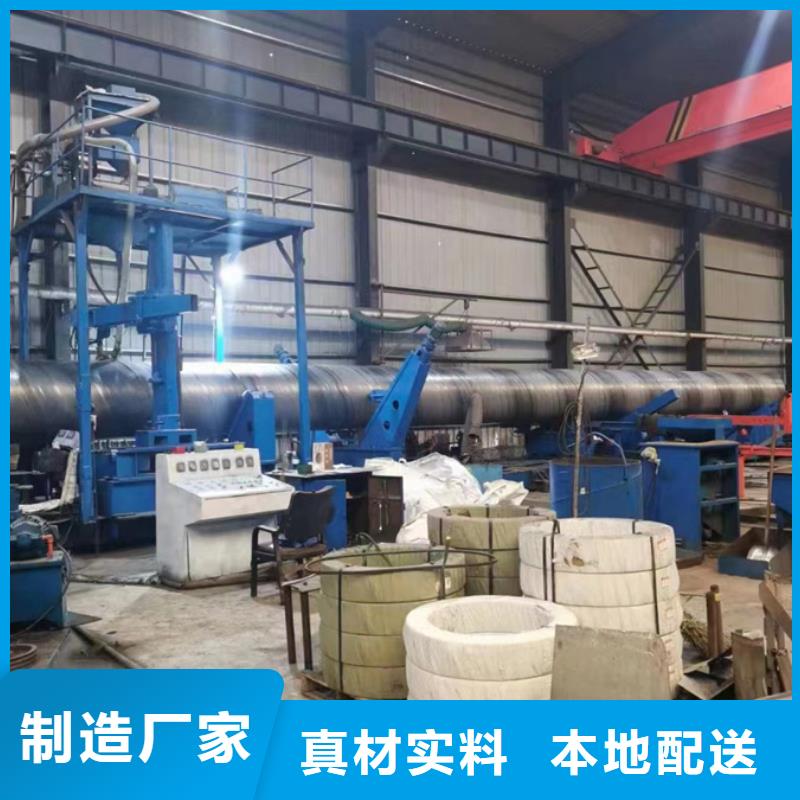
螺旋管的制作工艺都有哪些:
螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。



螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
螺旋管在夏季下线后需要注意的问题:
1、螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。



螺旋管厂介绍埋弧焊螺旋管在生产过程中常见的问题:
螺旋管焊渣的卷入:
入焊渣就是在焊缝金属中残存一部分焊渣.
2.螺旋管焊透度不佳
内外焊缝金属重叠度不够,有时未焊透.这种情况叫做焊透度不足
3.螺旋管气泡
气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,这种缺陷的措施是首先必须焊丝和焊缝的锈.油.水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气.
4.螺旋管咬边
咬边是沿着焊缝中心线在焊缝边部出现V形沟槽.咬边是在焊速.电流.电压等条件不适当的情况下产生的.其中焊接速度太高要比电流不适合更容易引起咬边缺陷.
