

想一睹声测管批发产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你全方位感受声测管批发产品的独特之处!
以下是:声测管批发的图文介绍

本厂主营 注浆小导管。德州日升昌钢管声测管厂家秉承“保证质量诚信经营、服务优质、合作共赢”的经营理念在未来的岁月里,我们将- -如既往地和新老客户真作,双赢互惠,共同创造-个更加辉煌的明天!产品图片均为实物照片和设计图,但由于拍摄技术、光线、显示器参数等因素影响。如果您在收货、使用时遇到问题、请联系我们,我们可以随时提供专业的指导、如果收到货发现问题请联系我们。


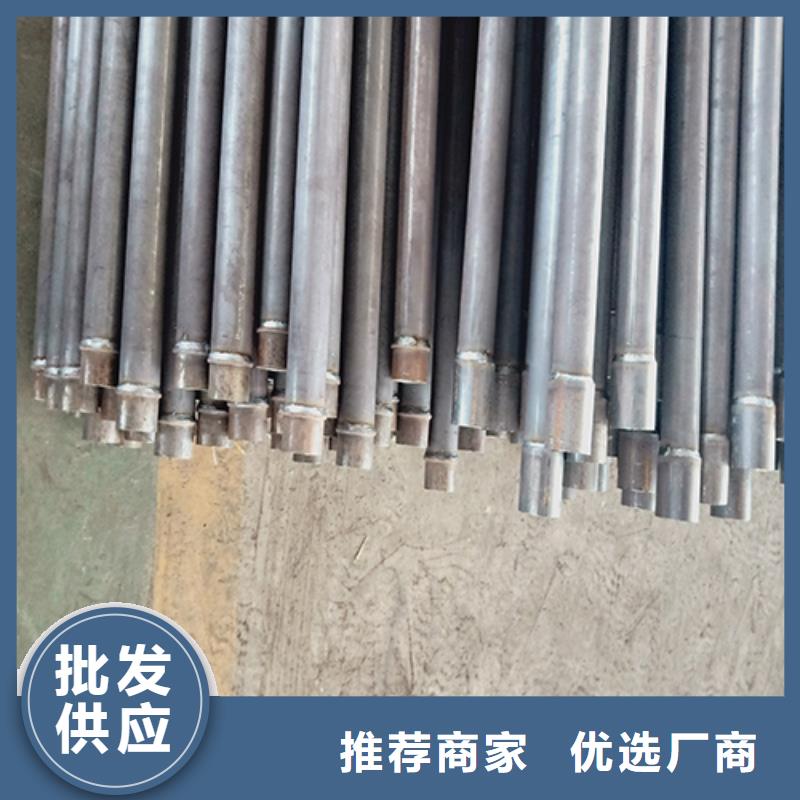
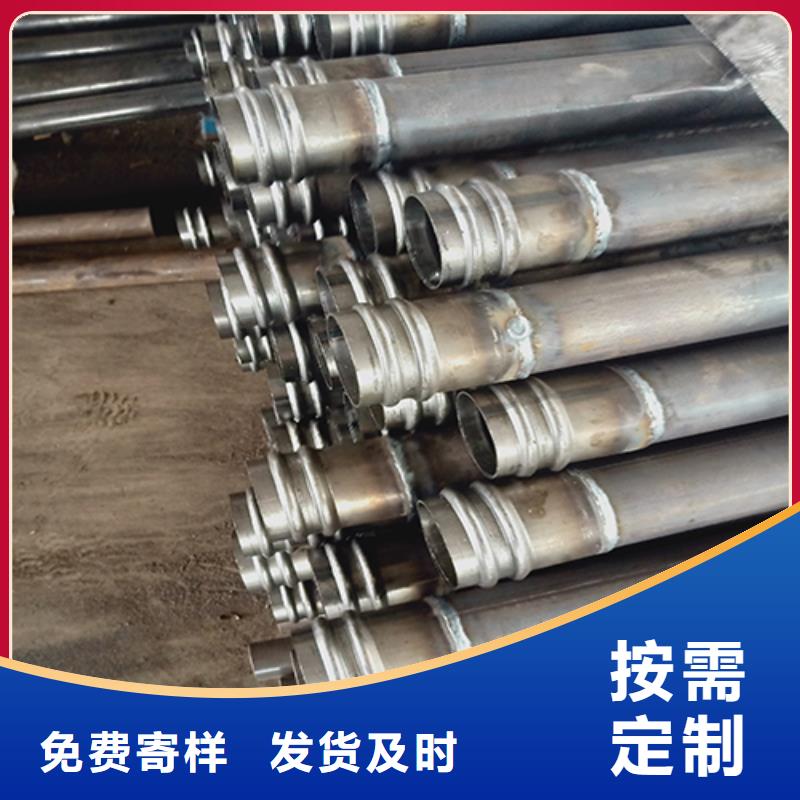
声测管如何选择型号?如何进行预埋施工?声测管的选择为适应桩基的环境和检测方法的需要, 一般来说我们对声测管的材料诉求可归纳为:机械强度达标, 以防止灌注桩混凝土形变;具有良好的粘结性能, 时刻关注声测管和混凝土的贴合, 防止二者之间发生缝隙。综合可获得性、当地适用性与成本要素在实际工作中一般会选择钢管充当材料。一般而言, 国内对声测管壁的厚度并没有统一的规定, 但是从控制项目总体成本, 本着经济节俭的原则, 在管壁确保能够负荷新浇混凝土侧压的前提下, 越薄越好。声测管埋置数量与方式由于每一个声测管的适用范围有限, 所以在实际工作中, 往往需要利用到多根声测管, 这就出现了一个多根声测管如何排列布置的问题, 如果排列合适其效果就会事半功倍, 反之则费力费工费时, 且很难取得预计效果。从现有的经验来看, 管道数量据目标检测范围确定, 如果桩径处于1米之下0。5米以上一般需要两根, 1米之上2。5米以内需要三根, 排列一般呈等边三角形;而桩径的情况就需要更多的声测管, 排列可呈现正方形结构。总体看来, 声测管放置原则上必须遵从平行定理, 但受到实际施工环境的限制, 存在部分误差。声测管的安装声测管的安装是十分重要的一个环节, 其牢固性直接关系到后期的测试工作, 在安装过程中不同材质的声测管具有不同的固定要求和标准。在位置上看, 声测管必须紧贴在筋笼内壁;固定方式有焊接和绑扎两种, 一般钢制声测管采用焊接, PVC材质的管子采用固定工具绑扎在架立筋上。综上所述, 选择超声波检测基桩混凝土质量具有十分明确的优势存在, 检测结果准确, 可以根据相关参数及时定位缺陷。技术适用性强, 具有广泛的应用性, 不受桩长与桩径的限制。检测范围广, 只要有声测管的区域都可应用。但是超声波检测也有一定的不足, 例如施工前期必须埋置声测管导致了工程量的增加与成本的提高。但是总体利大于弊, 所以业内公认这一技术具有很大的潜力与可研究.




接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



