




无论您是初次接触还是已经熟悉,我们的生产线钢筋弯箍机支持非标定制产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:生产线钢筋弯箍机支持非标定制的图文介绍


在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
带锯床油一热液压柱升不起来的原因分析



金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。


江门建贸机械 有限公司拥有专业的队伍,专业生产 智能压浆批发,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 江门建贸机械 有限公司始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。



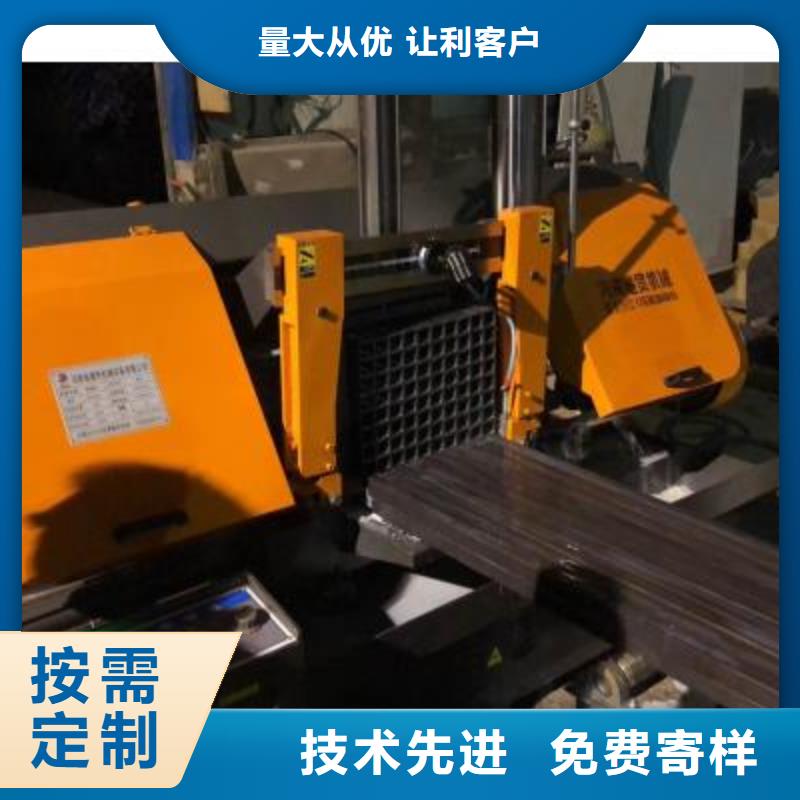
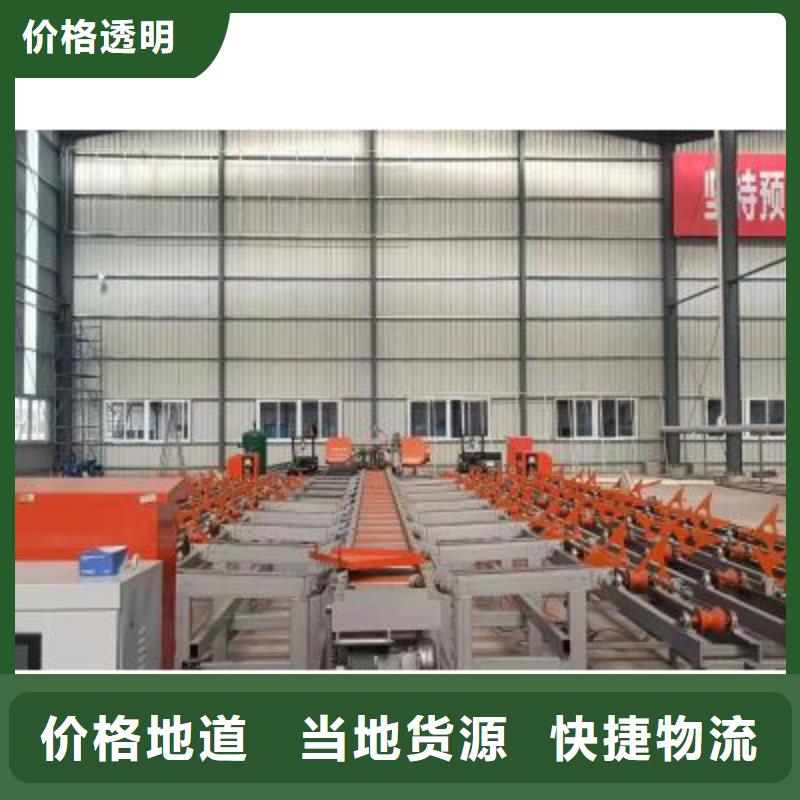
锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、设备可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。


9.开机前应检查设备各紧固件是否牢靠、完好,运动部位是否有障碍物,加润滑油。先空转,观察各部件是否运转良好,听声音是否正常,再开始工作。10.被加工钢筋的端面不缺损、不歪斜、不弯曲,否则须切平后再进行镦粗。11.操作者须牢记压力参数(其参数参照机械说明书),集中精力,掌握在规定的压力的范围内,达到压力立即卸压,严禁超压,确保。12.高压油管严禁超压使用,慎防重压、强弯、利尖物划伤。13.现场施工过程中。应经常清理、调整、养护设备、加工时应注意,并保持加工场地的环境清洁,加工的碎屑应及时整理,做好环保。设备介绍:数控钢筋端面铣平机是我公司自主研发的针对钢筋直螺纹连接丝口处理一款高性价比机器。本机以钢筋平面处理,确保钢筋端面平直一致;提高钢筋抗拉强度,施工速度快,效率高,保证工程质量。为了进一步提率前后两端端铣设备,在使用时架体上可以放置多根的螺纹钢,在前端加工完成后,后端的加工设备开始加工处理;对于两台设备而言均不会存在等待时间。



