无缝钢管1-焊管海量货源的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:无缝钢管1-焊管海量货源的图文介绍

厚壁无缝钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。优质厚壁无缝钢管的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于材厂家产品切头少,头尾会出现大耳子。厚壁无缝钢管材质含杂质多,钢的密度偏小,而且尺寸超差严重,所以在没有游标卡尺的情况下,可以对它进行称量核对。 比如对于螺纹钢20,标准中规定 负公差为5%,定尺9M时它的单根理论重量为120公斤,它的小的重量应该是:120X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是厚壁无缝钢管,原因是它负公差超过了5%。 机械行业是钢管消费大户,主要有油、气缸用管,液压件用管,轴、轴类及辊类用管,机械设备输气、液用管;无缝钢管占机械行业用钢量的4%,因此评估2017年机械行业用钢管量为600万吨。


在这类企业中也有一批装备水平适中,产品质量较好(可满足相应产品标准要求)的企业,它们占据了市场相当的份额。这些企业之所以能够生存发展是他们找准了市场的空间,生产那些大型企业不愿意生产或不能生产的小批量、多规格、多品种、薄壁产品,由于产品质较好且生产成本较低,产品在市场上具有较强的竞争力,日前这类企业已成为无缝钢管生产的重要力量。但是这类企业大部分为购坯生产企业,其管坯的采购和质量没有保证,尤其是近年矿石价格大幅度上涨,使管坯价格也在上涨。 钢管的利润空间越来越小。另外,随着供坯企业后继加工线的建成,管坯的资源也会减少,未来的生产将会面临严重的困境。上个世纪50年代初由前苏联援建的 条自动轧管机组生产线在鞍钢投产以来,我国已经建成无缝钢管机组近200台套(这其中包括引进的设备和国内自己研制的设备)涵盖了当今世界上各种机组。焊条选择和使用是否得当直接影响到焊缝的化学成分和使用性能,是大口径无缝钢管焊接准备工作中很重要的一个环节。选择合适的焊条,要综合考虑多方面的因素,有时需要做试验验证,才能 确定。



深耕 无缝钢管行业十年,一直坚持对 无缝钢管产品质量的严格把控,售前售中售后的服务。 十年耕耘,让社会各界看到了我们,广联钢管(唐山市分公司)将继续努力,在 无缝钢管领域发光发热!


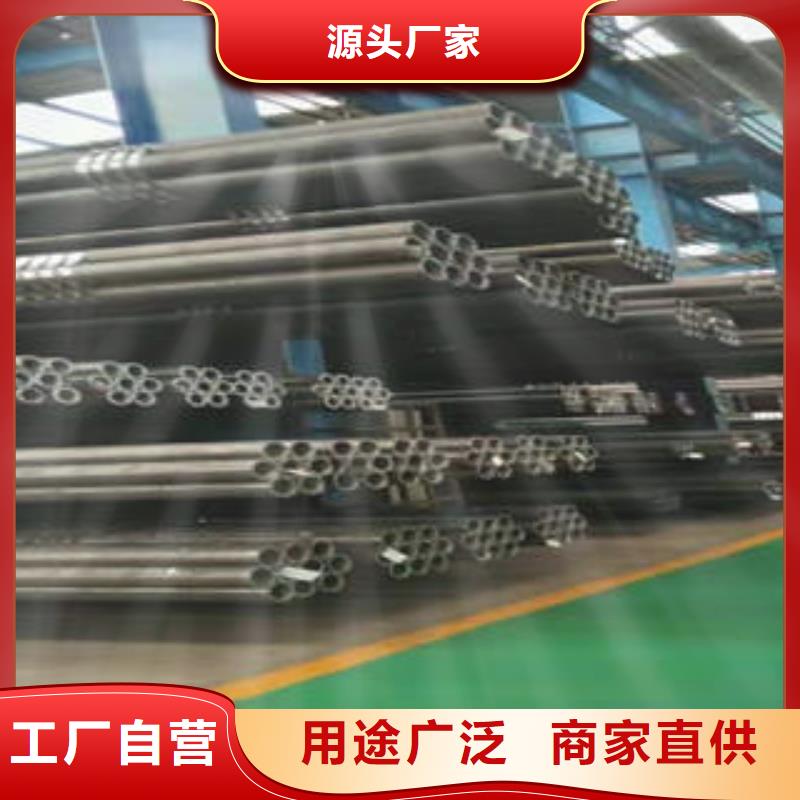
美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。