您的位置>首页 >亳州本地新闻中心 >
60注浆管怎么做
发布时间: 2024-07-01 16:58:17 浏览次数:1
以下是:60注浆管怎么做的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B Q355 DZ40 R780 |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 25-152 |
|---|
| 发货城市 | 河北沧州 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 25-152 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 隧道 护坡 房建工程 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 长度 | 1-12米 |
|---|
| 壁厚 | 0.7-10 |
|---|
| 类目 | 黑色金属冶炼压延品 |
|---|
| 加工要求 | 根据图纸 |
|---|
| 施工位置 | 基础部分 |
|---|
| 注浆压力 | 50公斤 |
|---|
| 链接方式 | 丝扣连接 |
|---|
以下是:60注浆管怎么做的图文视频
导读 在安徽省亳州市采买60注浆管怎么做到安徽省亳州市日升昌钢管声测管厂家,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:马经理-19933757886,QQ:1376565301,地址:《经济开发区发货到亳州》。 安徽省,亳州市 亳州市,古称亳,别称谯城,安徽省辖地级市,位于安徽省西北部,地处华北平原南端,皖豫鲁苏四省交接处,位于东经115°53′~116°49′、北纬32°51′~35°05′,北依河南省商丘市,西与周口市鹿邑县接壤,西南部与阜阳市毗连,东部与淮北市、蚌埠市相倚,东南部与淮南市为邻,为皖、豫两省交界,地貌呈东南、西北向斜长形,南北长约150公里,东西宽约90公里,全市行政区域面积8374平方公里。截至2022年末,亳州市常住人口为496.0万人。
以下是我们精心制作的60注浆管怎么做产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:60注浆管怎么做的图文介绍

亳州注浆小导管
日升昌钢管声测管厂家
亳州注浆小导管一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY
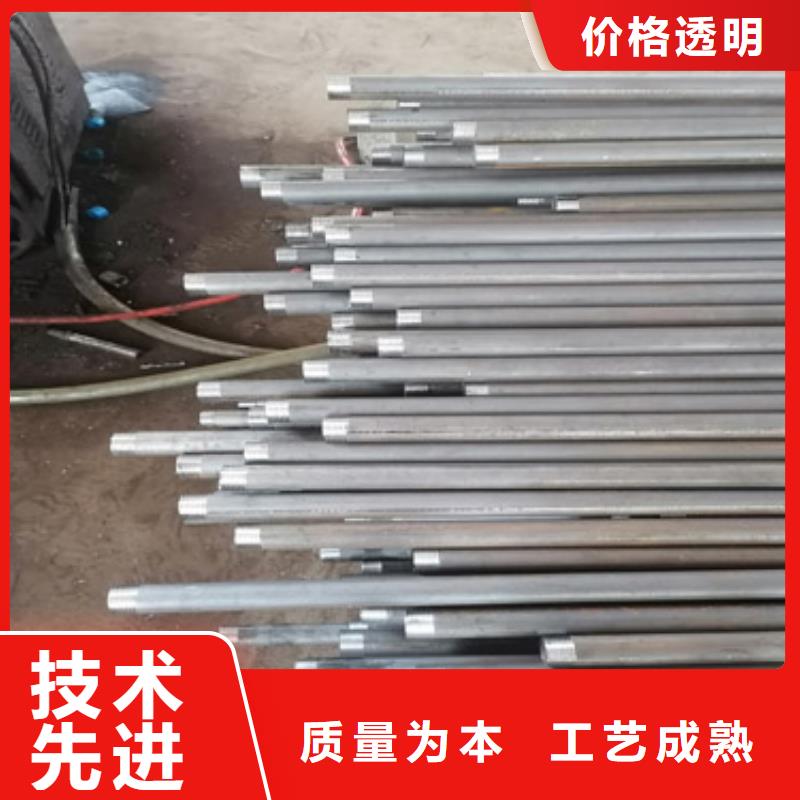
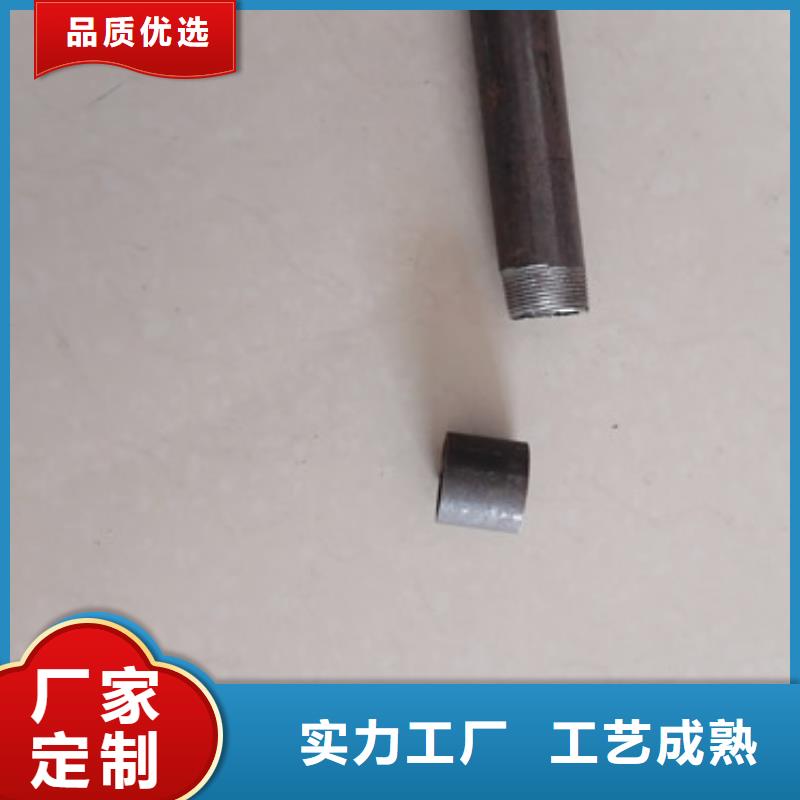
亳州注浆小导管的图文介绍
追求品质优良材质

厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行提升。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、本地切割料、本地坡口、本地组、本地焊接、本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。



多年经验
买亳州注浆小导管直接找源头工厂给您更好的产品

质量把控
严格把控亳州注浆小导管生产标准确保品质出厂的都是合格品

支持定制
亳州注浆小导管按需定制产能稳定满足多种需求

服务保障
亳州注浆小导管成熟技术团队和售后团队交货准时

亳州注浆小导管定制流程
总结 您是想要在安徽省亳州市采购高质量的60注浆管怎么做产品吗?安徽省亳州市日升昌钢管声测管厂家是您的不二之选!我们致力于提供品质保证、价格优惠的60注浆管怎么做产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:马经理-19933757886,QQ:1376565301,地址:《经济开发区》。