



3.很好的耐温性能
复合耐磨板合金碳化物在高温下有很强的稳定性能,复合耐磨板可以在500℃内使用,其他特殊要求温度可以定制生产,能够满足1200℃以内条件下使用;陶瓷、聚氨脂、高分子材料等采取粘贴方式耐磨材料无法满足如此高温要求。
4.很好的连接性能
复合耐磨板基材是普通Q235钢板,保证复合耐磨板具有韧性和塑性,提供抵抗外力的强度,可以采取焊接、塞焊、螺栓连接等多种方式和其他结构进行联系,连接牢固,不容易脱落,连接方式多于其他材料;
5.很好的选择性能
复合耐磨板选择不同厚度基材,堆焊不同层数和厚度的合金耐磨层,可以得到不同厚度和不同用途的钢板, 厚度可达到30㎜以上;


5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
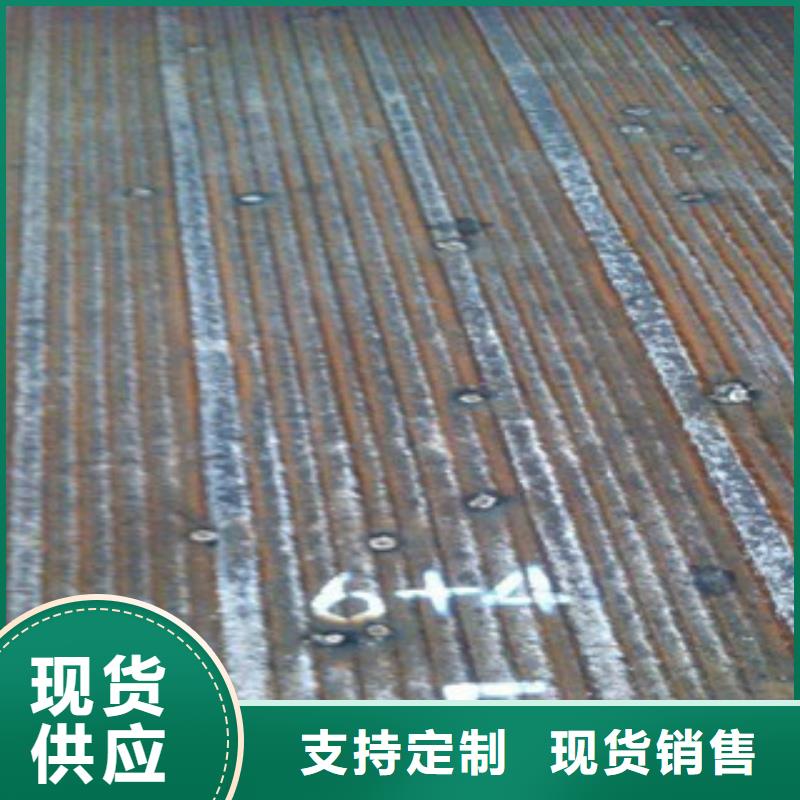
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。


芜湖鑫铭万通商贸有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 矩形管。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


