




不要错过这部精心制作的紫铜管,花纹铝板海量库存产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:紫铜管,花纹铝板海量库存的图文介绍

高温下,纯铜的吸气性强,且在熔炼时,应尽量气体来源,并使用经煅烧过的木炭作熔剂,也可用磷做脱氧剂。此外,浇铸过程在保护或复盖烟灰下进行,铸造温度为1150-1180℃。紫铜管的缺点1、对于紫铜管来说,生产成本高以及价位高就是它的缺点,与其他管件相比,紫铜管的成本要高出很多,而且铜管接口处连接对施工的工艺水平要求也很高。且浇铸过程要在的保护或复盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2.1%。成形性能:纯铜管有极好的冷、热加工性能,能用各种的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。且在热加工时,应控制加热介质,使呈氧化性。
此外,热加工温度应为800-950℃。焊接性能:易于锡焊、铜焊,也能进体保护焊、闪光焊、电子束焊和气焊,但不宜进行点对焊和埋弧焊。2、磷脱氧铜管的工艺优势熔炼与铸造:磷脱氧铜管使用工频有芯感应电炉熔炼。
此外,热加工温度应为800-950℃。焊接性能:易于锡焊、铜焊,也能进体保护焊、闪光焊、电子束焊和气焊,但不宜进行点对焊和埋弧焊。2、磷脱氧铜管的工艺优势熔炼与铸造:磷脱氧铜管使用工频有芯感应电炉熔炼。


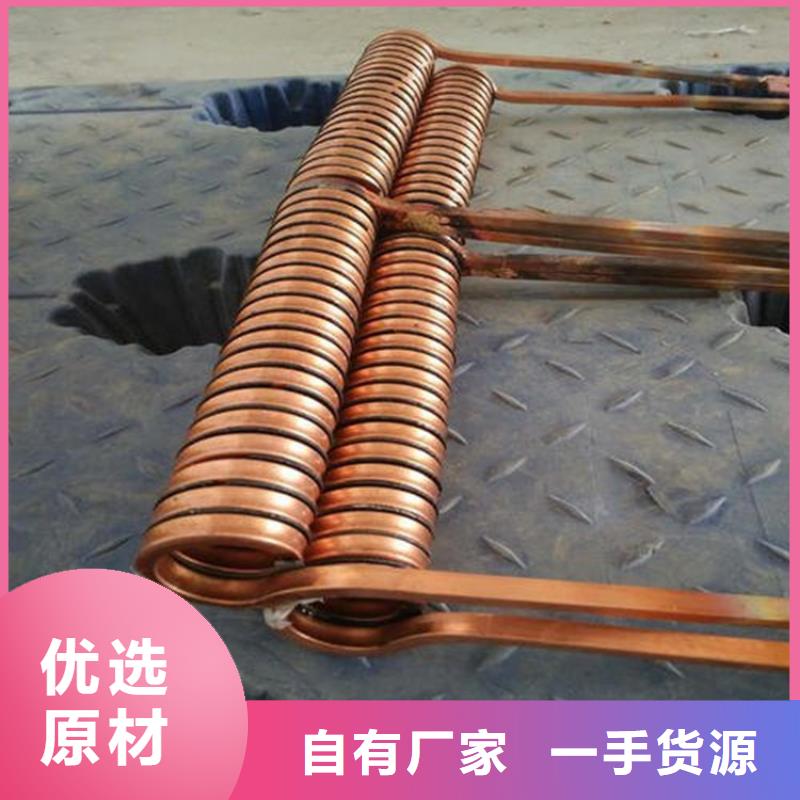
紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。紫铜管在焊接的时候使用的火焰需要是碳化火焰。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。



周口鑫创荣业有限公司拥有一支成熟的 铜绞线专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 铜绞线。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。


铜板、铜带、铜箔常出现的质量问题有哪些。但到底是什么原因造成的呢。下面将详细介绍一下具体原因。有什么办法可以避免么。冷轧的铜板的表面有时会有起皮,凹坑,麻点的现象发生,原因之一是在加工时需要经过多道轧制工序。
在任何一道过程中,表面没有清洗干净就会有氧化物附在铜板表面,下一道轧制时,就被压轧在铜板中,造成终铜板在成品加工时,氧化物脱落,那么凹坑,麻点等缺陷就形成了。举个简单的例子,在用擀面杖擀面的时候在饼面上撒上几粒芝麻,那么芝麻就会嵌入面饼中,但如果后在包饼的过程中芝麻脱落了,那就变成了个坑。
另外一种情况也较为常见,那就是由于运输的过程中包装的严密性不够,造成铜板于铜板之间的间隙过大,那么在运输的过程中由于车辆颠簸等情况,引起表面碰撞摩擦。铜材是紫铜本身就属于比较软的金属,在大力的碰撞和摩擦后就难免会留下难看的凹坑,这个道理就和用手去掐面饼会留下难看的凹坑一个性质。
在任何一道过程中,表面没有清洗干净就会有氧化物附在铜板表面,下一道轧制时,就被压轧在铜板中,造成终铜板在成品加工时,氧化物脱落,那么凹坑,麻点等缺陷就形成了。举个简单的例子,在用擀面杖擀面的时候在饼面上撒上几粒芝麻,那么芝麻就会嵌入面饼中,但如果后在包饼的过程中芝麻脱落了,那就变成了个坑。
另外一种情况也较为常见,那就是由于运输的过程中包装的严密性不够,造成铜板于铜板之间的间隙过大,那么在运输的过程中由于车辆颠簸等情况,引起表面碰撞摩擦。铜材是紫铜本身就属于比较软的金属,在大力的碰撞和摩擦后就难免会留下难看的凹坑,这个道理就和用手去掐面饼会留下难看的凹坑一个性质。



