





想要更直观地感受精密钢管20Cr精密钢管用心经营产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:精密钢管20Cr精密钢管用心经营的图文介绍


将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。 精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。



另一方面,在智能制造模式下,借助工业机器人和大数据,精密光亮管企业的产品质量将得到大幅。这为企业进军高端市场,抢占产业链制高点夯实了基础。综合以上进行考虑精密光亮管智能化的水平是发展的必然的趋势,也是厂家对于以后发展的必然的要求,对于这样的厂家也是要积极提高创新能力和技术的创新发展的,要不然的话是实现不了智能化的水平的!精密无缝钢管在制作的具体材质方面,具有一定的特殊性,这种管道材料不同于传统管道材料,其特殊性的主要表现在于这类管道材料的中空截面的特点,因为中空,所以管道内部的面积是很大的,因此,这类型的精密无缝钢管在管道运输领域中的推广力度是很大的,这类型的管道材料拥有着很多的优势特点,作为一种比较专业的材料,在运输领域中获得了极大的认可。精密无缝钢管和普通钢管材料比较,在对抗拉伸和弯曲的方面都是很不错的,在重量上,因为中空的特点,所以这种类型的管道材料重量也是比较轻的,这个都是精密无缝钢管在材质上的优势,因为这种类型的管道材料在价格的方面也同样具有优势,因为在零部件的加工制造行业中,精密无缝钢管也同样被广泛的使用,是一种经济环保的建材。

精密管中合金元素对低温回火脆性产生较大的影响。铬和锰促进杂质元素磷等在奥氏体晶界偏聚,从而促进低温回火脆性,钨和钒基本上没有影响,钼降低低温回火精密管的韧性一脆性转化温度,但尚不足以抑制低温回火脆性。硅能推迟回火时渗碳体析出,提高其生成温度,故可提高精密管低温回火脆性发生的温度。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对无锡精密钢管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律;确定了无锡精密钢管的常规正火工艺:加热温度(890±10)℃,保温6min后散置空冷。


造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。 热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。



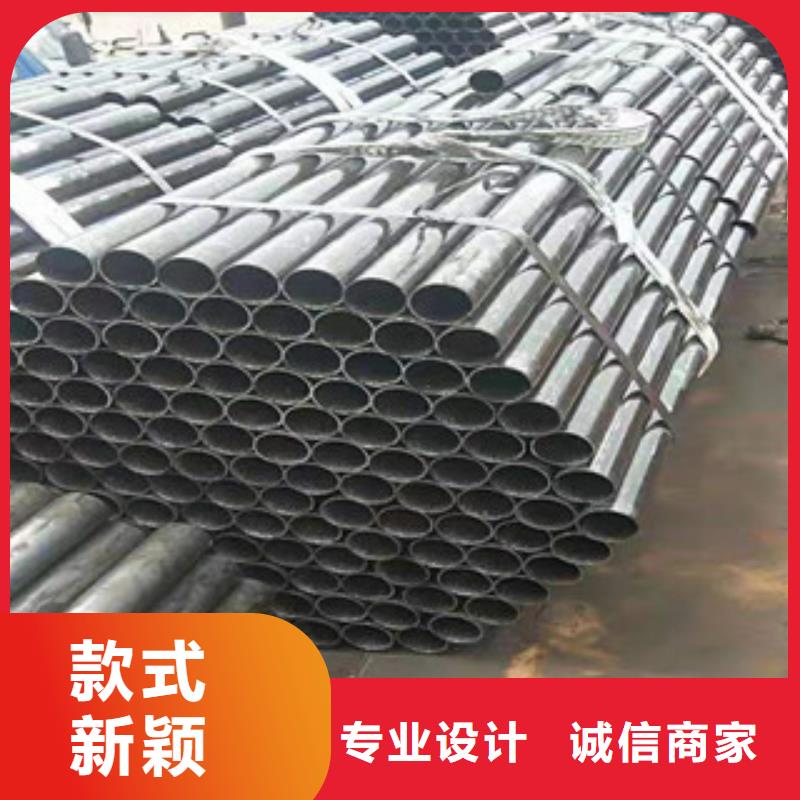
精密管质量:
两年内质量三包!
江泰钢材(南充市分公司)竭诚为您服务, 精密管型号齐全,
售后服务:也可非标定做,欢迎致电!
每位新老用户企业的发展壮大始终是我们的理念,忠诚合作愉快。
质量是关键,欢迎实地考察、试用、订货。
我们的承诺:同等 精密管质量,价格低,真诚的希望新老客户来公司光临指导,愉快合作!
我们真诚欢迎广大客户与我们联系,建立长期友好的合作关系,共谋。


精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。根据精密钢管线能量的变化及时调节输出电压和精密钢管速度。参数固定后一般不用调整精密钢管间隙的控制将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。



