



复合土工膜的耐静水压测定
1.复合土工膜的耐静水压原理在复合土工膜两侧压力水头达到一定值后,复合土工膜就会破裂。逐级增加试样两侧水力压养,并保持一定时间,当渗流量急速增加,表示试样受到破坏,也就获得了试样的耐静水压值。
2.保持复合土工膜的上述压力至少2h,观察渗流管水位变化情况,复合土工膜水位基本稳定(渗流量为0),则以0.1-0.2mpa,为级差逐级增加压力,每级均保持2h,直至出现渗流量快速增加现象,表明试样已出现破裂,此前一级压力即作为耐静水压(mpa)。
3.复合土工膜如只需判定土工膜样品是否达到某一规定耐静水压值,则可直接加压到此压力并保持2h,再判定是符合要求。
4.复合土工膜每个样品至少测定3个试样,以较低值作为样品的耐静水压。


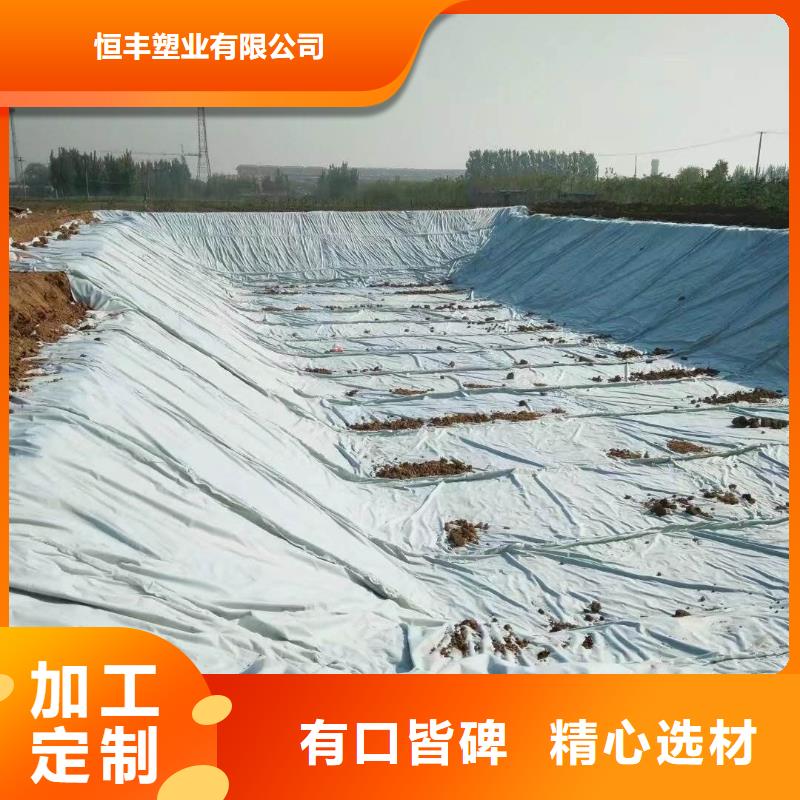
1.加强复合土工膜成品的防护和管理,提高相关施工人员的防水意识,对于保证工程质量,按期投入正常运行。具有十分重要的意义。
2.建议由承包方通知并派专人监管,与防水材料相关的施工人员,发现复合土工膜破损,要及时通报防水施工人员修补。
3.复合土工膜须防止粘上油污,否则会降低粘接强度。贮存和保护《见土工膜施工方法简介》。
4.建议本工程注意如下环节:
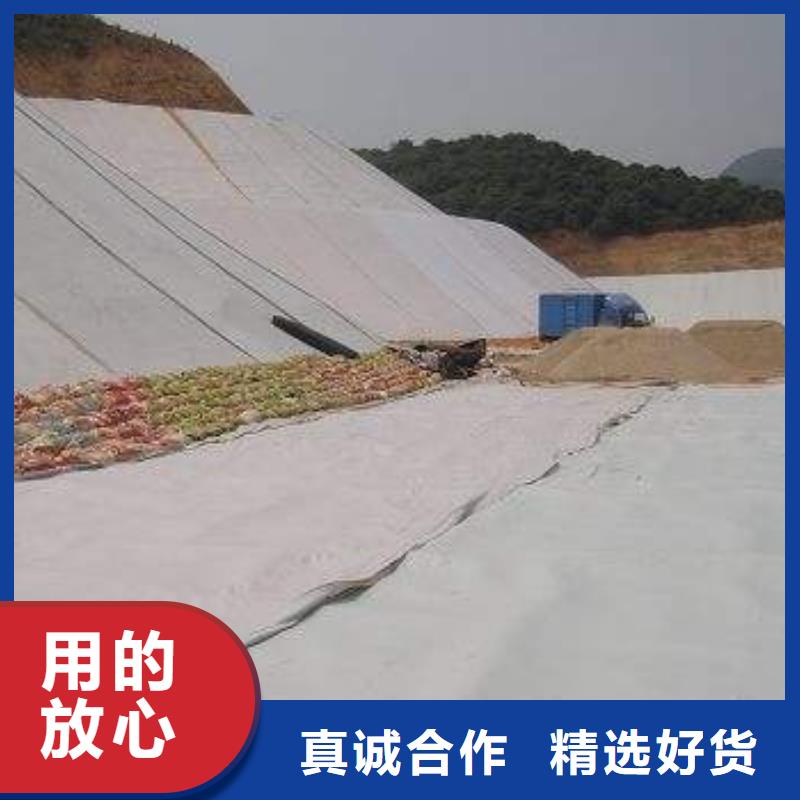
①复合土工膜焊接为成品后,需要先做湖底砂浆保护层。
②桥梁基础防水,采用钢筋穿膜焊接法,用砂浆保护层防止电焊时所造成的质量隐患。
③复合土工膜与墙面的粘贴,须防止大面积空鼓的出现。



宁波恒丰塑业有限公司结合 双向塑料土工格栅产品的特点,确立了立足宁波,辐射全国的营销策略,几年来公司凭借优良的品质,稳定的性能,合理的价格,完善的服务,诚信的行为,铸就了自己的品牌, 双向塑料土工格栅产品畅销全国20个省市自治区,并在全国各主要城市设有区域销售部,形成了健全的营销网络。秉承、理性、持续发展的战略思想,坚持求实进取,团结奉献的创业精神。

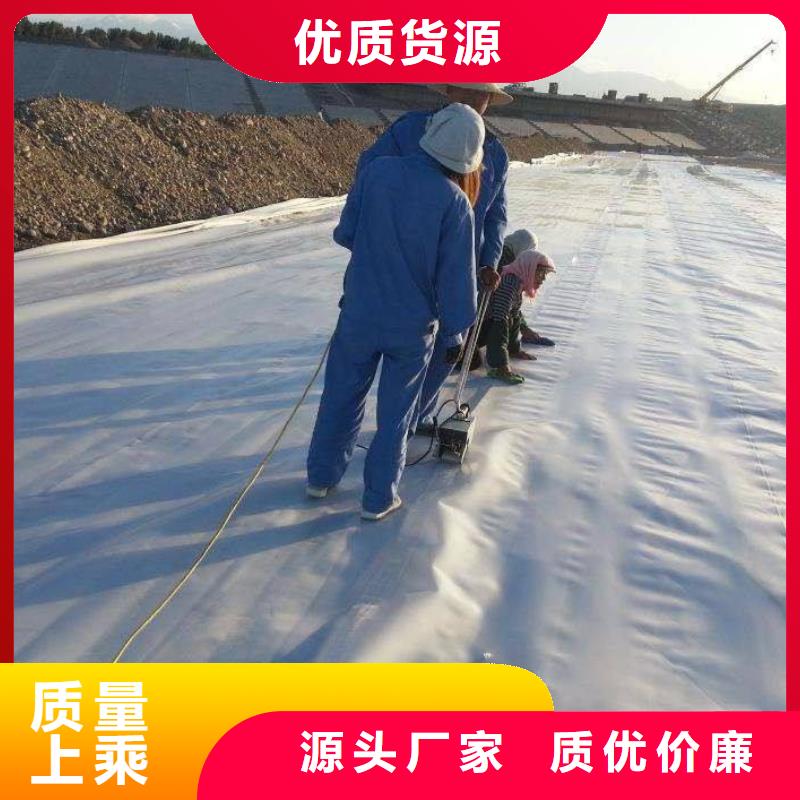
复合土工膜的焊接质量直接影响复合土工膜的防渗性能,因此符合土工膜焊接施工非常重要。在本工程中,复合土工膜的焊接主要由厂家派出施工技术人员到现场指导和培训,并采用焊接设备进行。用干净的纱布擦拭焊缝的搭接处,无水、无灰尘、无水垢:土工膜平行对齐,搭接宽度为lOcm,焊接宽度为5-6cm。根据当时当地的气候条件,将焊接设备调整工作状态。做小试样焊接试验,试焊lm长复合土工膜试样。应采用现场撕裂试样,焊缝不应因撕裂而受损,母材也不应撕裂。现场撕裂试验合格后,用已调整好工作状态的薄膜焊接机逐个进行正式焊接。
焊接前,用吹风机吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干净。在焊接部位下面放一块长木板,以便焊工在平整的基面上行走,焊接质量。正式焊接前,根据施工温度进行试焊,确定行走速度和焊接温度,一般掌握1.5-2.5m/s的行走速度和220-300摄氏度的焊接温度。有两个宽度为100毫米的拼接焊缝,两个焊缝之间留有100毫米的空腔。使用此空腔检查焊接质量。复合土工膜的现场连接应符合下列要求:①焊接采用双焊缝搭接焊。②以专用薄膜焊接机为主要焊接工具。使用塑料热风焊枪作为局部修复的辅助工具。(3)根据气温和材料性质,调整和控制焊机的工作温度和绑扎。焊机的工作温度应为180-200摄氏度。焊缝处的复合土工膜应熔合成一体,不得出现虚焊、漏焊或过度焊。

