



焊管、焊接钢管,一般采用双面埋弧焊工艺加工制造。是一种生产工艺简单,生产效率高,成本低,发展较快的钢管加工工艺。申达鑫通公司在之前的一篇文章“焊接钢管分类及概述”中,关于焊接钢管也有提及。大家可以打开链接自行脑补。
螺旋焊接钢管的原材料是带钢和卷板,1010mm以下叫做带钢,1250mm以上叫做卷板。用钢带或卷板按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。
螺旋焊接钢管的材质一般为低碳素结构钢或低合金结构钢,如Q235B、Q345B等,主要用于油气输送、市政给排水、建筑结构、管桩、桥墩等。
焊接钢管的加工流程


“客户永远是正确的”已成为申达鑫通商贸有限公司(淮南分公司)的企业格言。讲诚信 商通四海,公司已为全国1000余家大型客户提供了更实用、更可靠的 Q355B无缝钢管产品, Q355B无缝钢管销售区域覆盖全国30多个省市、自治区等100多个地区,深受国内外客户的好评和信赖。在您的支持下,成为了 Q355B无缝钢管技术创新的引导者。



二、螺旋焊钢管
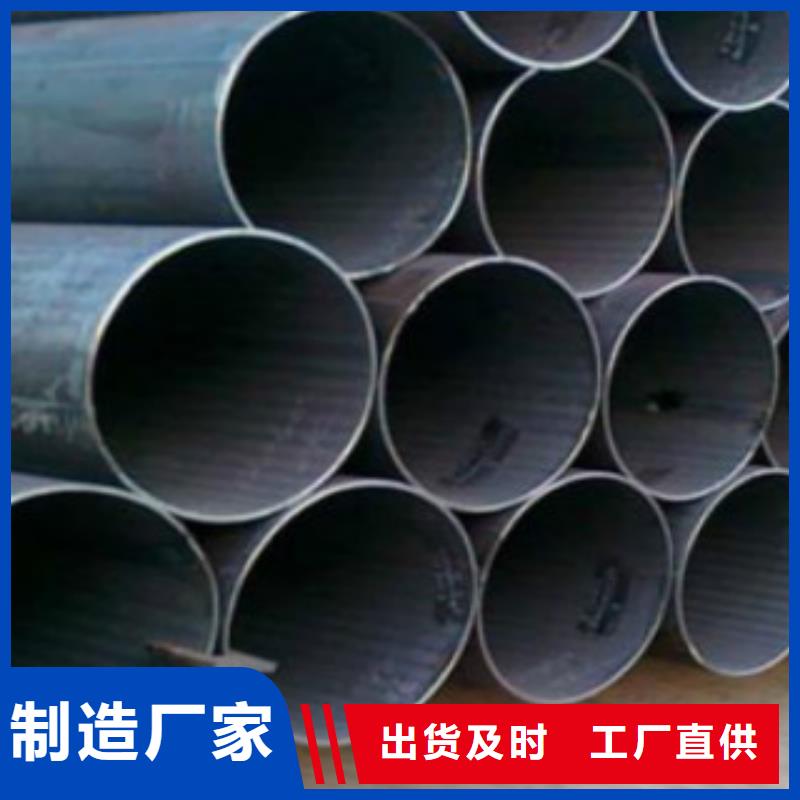
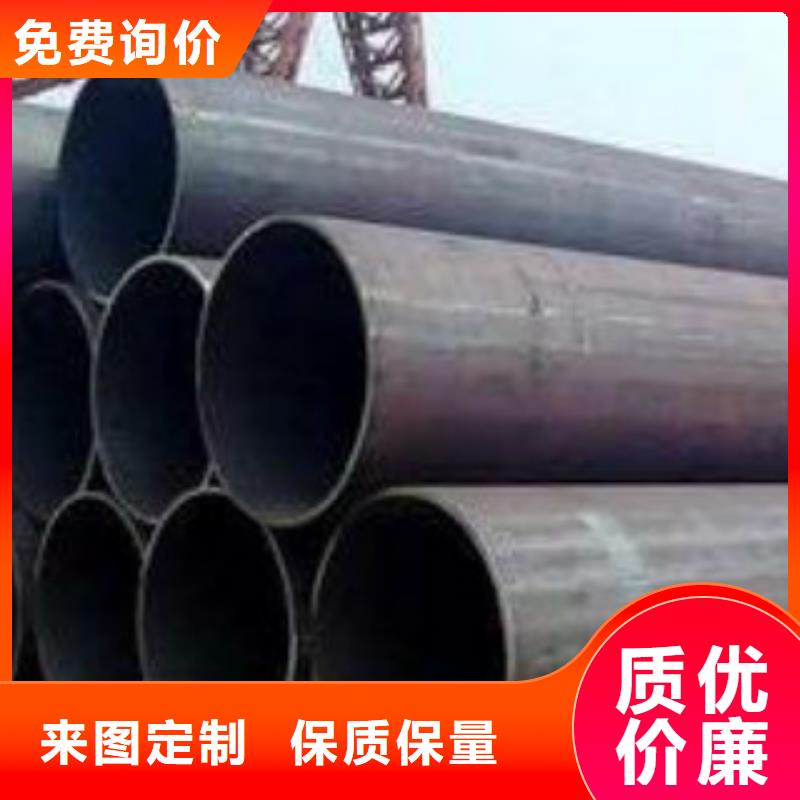
螺旋焊钢管,英文名称SSAW(Spiral submerged-arc welding pipe),焊缝类型是螺旋缝。采用埋弧焊接的方法,内外双层焊接。埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点。
螺旋焊管制造口径较大,能够达到3000mm以上,比较适用于大口径管道输送和建筑结构。


(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。



