


想知道波纹管质量放心款式新颖产品为何如此受欢迎?观看视频,答案自在其中。
以下是:波纹管质量放心款式新颖的图文介绍
公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,恒塑管道有限责任公司(安徽省分公司)激流勇进,不断进行技术改造, 大口径螺旋钢带管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


HDPE双壁波纹管的铺设是有一定的规则的,很多人或许不了解,一些细节问题仍要留意的,这样才干确保工程的质量,下面咱们就来了解一下管道铺设在原状的土地基或是通过开槽处理的地层上面,假如在车行道的下面的话,那?。
HDPE管道工程能够同槽进行施工,假如管道穿越铁路等,那么就要运用钢筋,铸铁等保护套。管道的埋深低于建筑物的根底底面,那么管道不得敷设在建筑物墓础下地基分散角受压区范围内。双壁波纹管的挑选应根据外部的受压状况,不同的运用环境挑选不通用的环刚度管材。
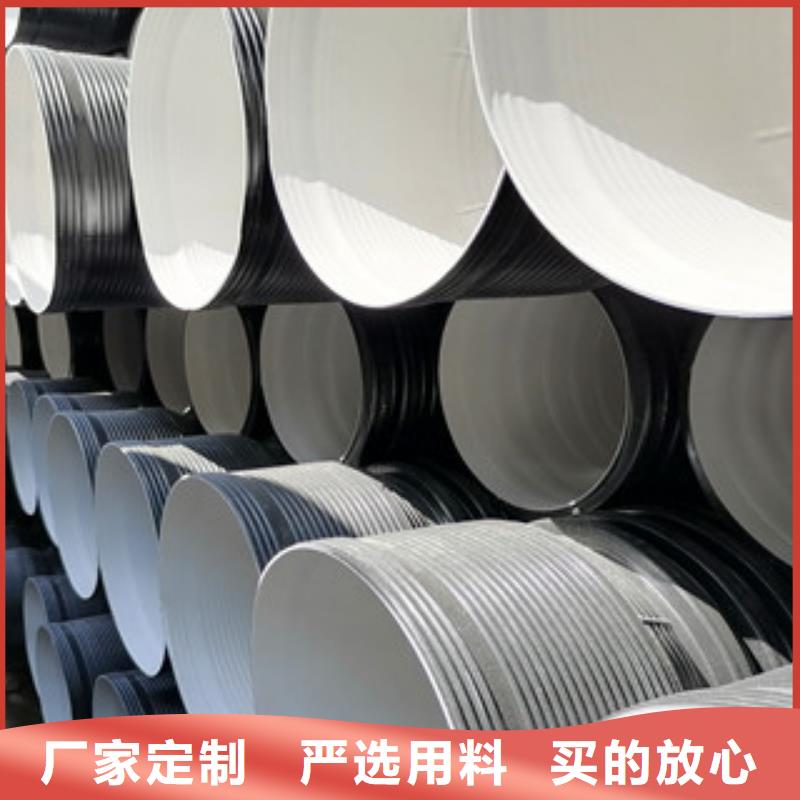
双壁波纹管优良的环刚度,采用的波形结构,配合特殊的改性材料,环刚度可与玻璃钢管相媲美;管材韧性优良,可在一定范围内任意弯曲;采用耐热性好及导热性好的改性材料,管材维卡温度高,环段热压缩力高;管材的。
HDPE管道工程能够同槽进行施工,假如管道穿越铁路等,那么就要运用钢筋,铸铁等保护套。管道的埋深低于建筑物的根底底面,那么管道不得敷设在建筑物墓础下地基分散角受压区范围内。双壁波纹管的挑选应根据外部的受压状况,不同的运用环境挑选不通用的环刚度管材。
双壁波纹管优良的环刚度,采用的波形结构,配合特殊的改性材料,环刚度可与玻璃钢管相媲美;管材韧性优良,可在一定范围内任意弯曲;采用耐热性好及导热性好的改性材料,管材维卡温度高,环段热压缩力高;管材的。



1、不应采用机械或等离子方法切割;2、可采用机械或手工方法对钢带增强管切割;3、采用砂轮切割或修磨时应使用砂轮片;4、碳素钢钢带增强管,镀锌钢管宜用钢锯或机械方法切割;5、管道切口质量应符合下列规定:(1。
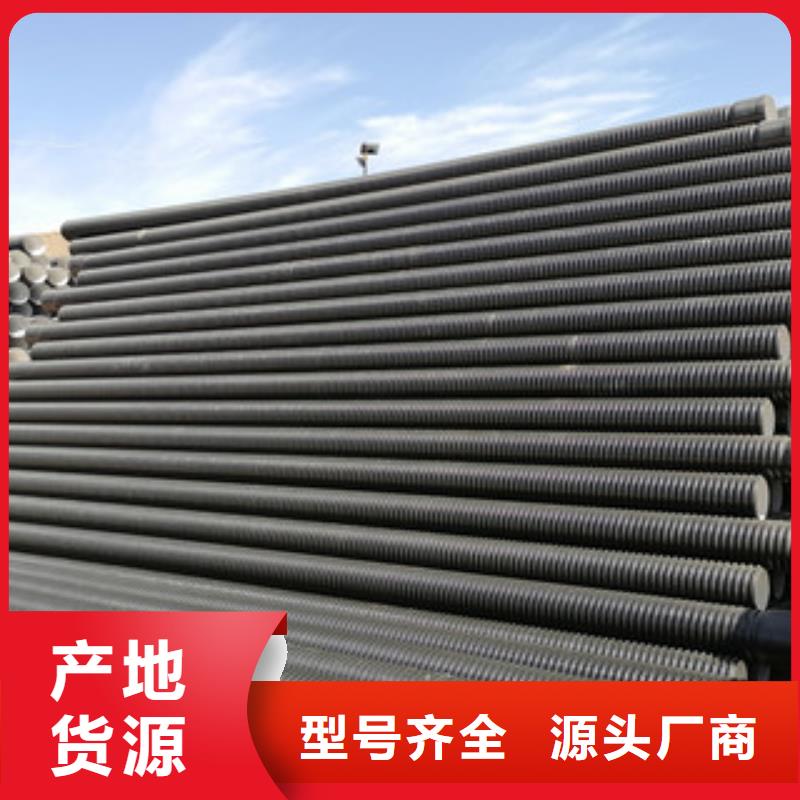
钢带增强管以其良好的强度和抗性被多个行业使用,其中因为管材用到的地方空间有限,所以我们经常需要对其进行适当的切割来确保可以使用,但是的切割方式会对管材造成一定的损伤。钢带增强管的切割应确保切割工具不会对其造成损伤并且因为切割后的切口比较容易出现问题且需要和别的地方相连,所以我们要保证切口的精度和平整度能够符合标准才可以确保管材的使用不会出现问题。
要想较好的使用一种产品,就需要对其有一个深入的认识,而要想对一个产品有深入的认识,那么对它生产工艺与过程的了解是必不可少的,对于钢带增强管来说也不例外。1、钢带预行涂塑(保证钢塑粘接的粘接)。2、钢带由一台挤出机挤出聚带料缠绕并熔接成型管材的内层。
钢带增强管以其良好的强度和抗性被多个行业使用,其中因为管材用到的地方空间有限,所以我们经常需要对其进行适当的切割来确保可以使用,但是的切割方式会对管材造成一定的损伤。钢带增强管的切割应确保切割工具不会对其造成损伤并且因为切割后的切口比较容易出现问题且需要和别的地方相连,所以我们要保证切口的精度和平整度能够符合标准才可以确保管材的使用不会出现问题。
要想较好的使用一种产品,就需要对其有一个深入的认识,而要想对一个产品有深入的认识,那么对它生产工艺与过程的了解是必不可少的,对于钢带增强管来说也不例外。1、钢带预行涂塑(保证钢塑粘接的粘接)。2、钢带由一台挤出机挤出聚带料缠绕并熔接成型管材的内层。



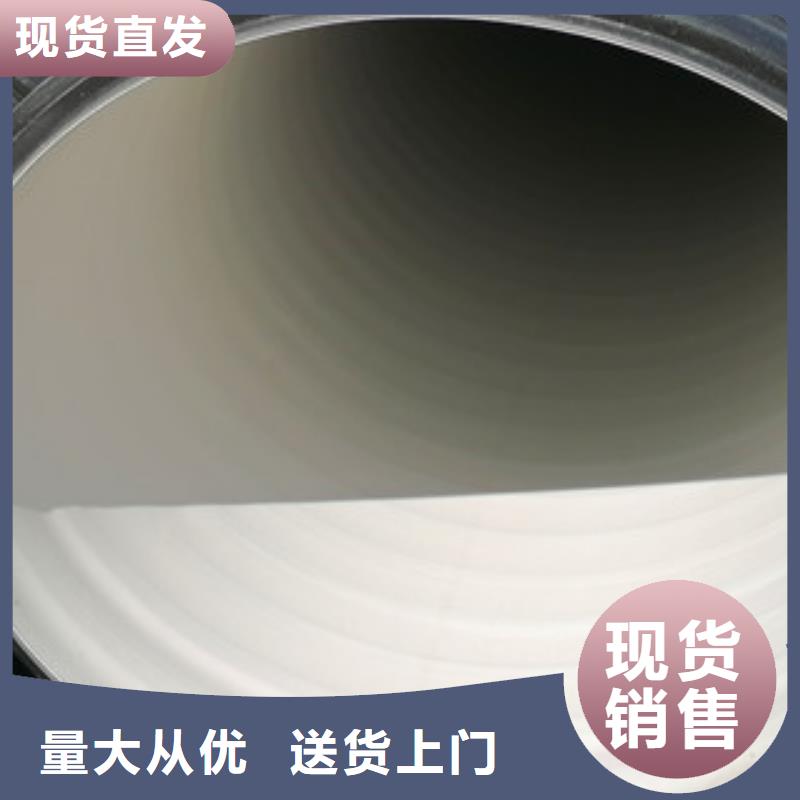
1.HDPE双壁波纹管安装必须由具有资格的人员.2.在处理材料,严禁投掷,跌落,滚动和拖动以免损坏管道.在连接管道,检查两端.如果有任何损坏,请切断受损的部分.3.管道及管件的热熔连接连接.焊接温度应设置在260±10.如果有任何?。
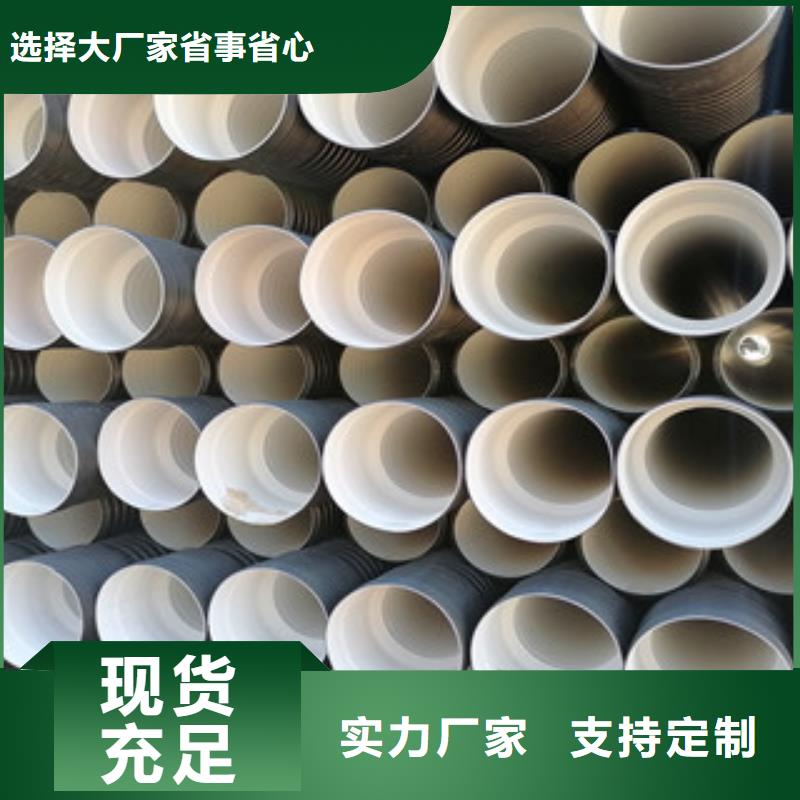
(1)、管的外表面波纹形状不规则①两半开模的波纹成型模合模时有错位,应重新两半开模的运行速度同步或两半模合模后准确对正。②两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位。
应维修更换传动链条。③挤出机螺杆工作转速不稳,使挤出熔料量不一致,则成型管坯外形出现误差较大。应检修螺杆传动系统中故障。④压缩空气的压力不稳,使吹胀成型波纹形状有较大形状误差。应供气压力。⑤成型管坯用熔料温度偏高,使熔料成型困难。
应适当降低熔料温度。HDPE双壁波纹管厂家(2)、管的表面无光泽①熔融料温度偏低,原料塑化不,应适当机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。
(1)、管的外表面波纹形状不规则①两半开模的波纹成型模合模时有错位,应重新两半开模的运行速度同步或两半模合模后准确对正。②两半开模用传动链条磨损严重,同步运行时有累积误差,造成两半开模运行一段时间后产生错位。
应维修更换传动链条。③挤出机螺杆工作转速不稳,使挤出熔料量不一致,则成型管坯外形出现误差较大。应检修螺杆传动系统中故障。④压缩空气的压力不稳,使吹胀成型波纹形状有较大形状误差。应供气压力。⑤成型管坯用熔料温度偏高,使熔料成型困难。
应适当降低熔料温度。HDPE双壁波纹管厂家(2)、管的表面无光泽①熔融料温度偏低,原料塑化不,应适当机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。
