




具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
屈服点的计算公式为:
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
批发零售,一支起售。
根据客户需求切割长度
代订、代购各类钢厂合同或特殊规格。
调剂本库暂缺的规格,省去您奔波采购的辛劳。
运输,量大可直发您需求的地点。
节假日不休息,随到随提。



常州阔恒兴旺贸易有限公司保证您买到的每一个 热镀锌槽钢全新,采用先进的工艺和优质材料制造,并完全符合合同规定的质量、规格和性能要求,在我们提供技术成熟 热镀锌槽钢产品的同时,我们也将提供优质的技术服务,我们充分发挥自身的优势,更好的为客户做好服务。


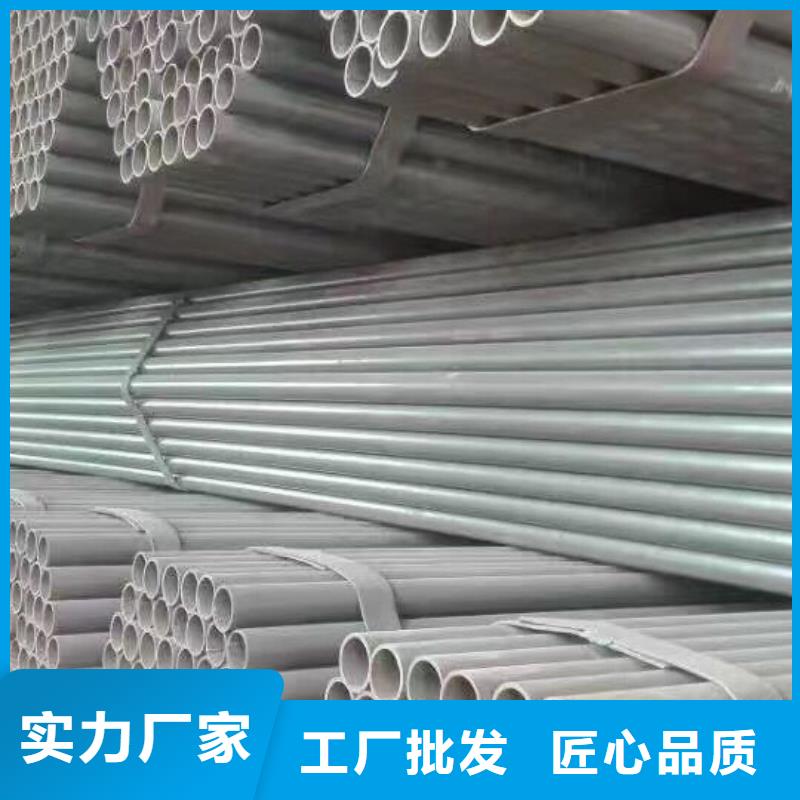
为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。
镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低。
吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
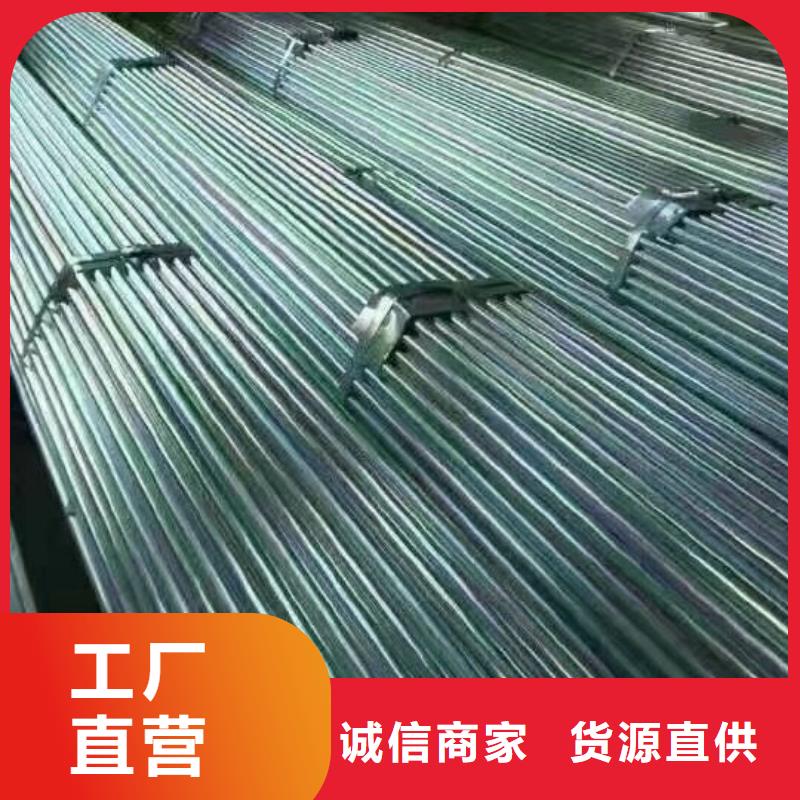
一般用的镀锌钢管都是热镀锌的,而电气上用的线槽等用的是冷镀锌,颜色有一定的区别
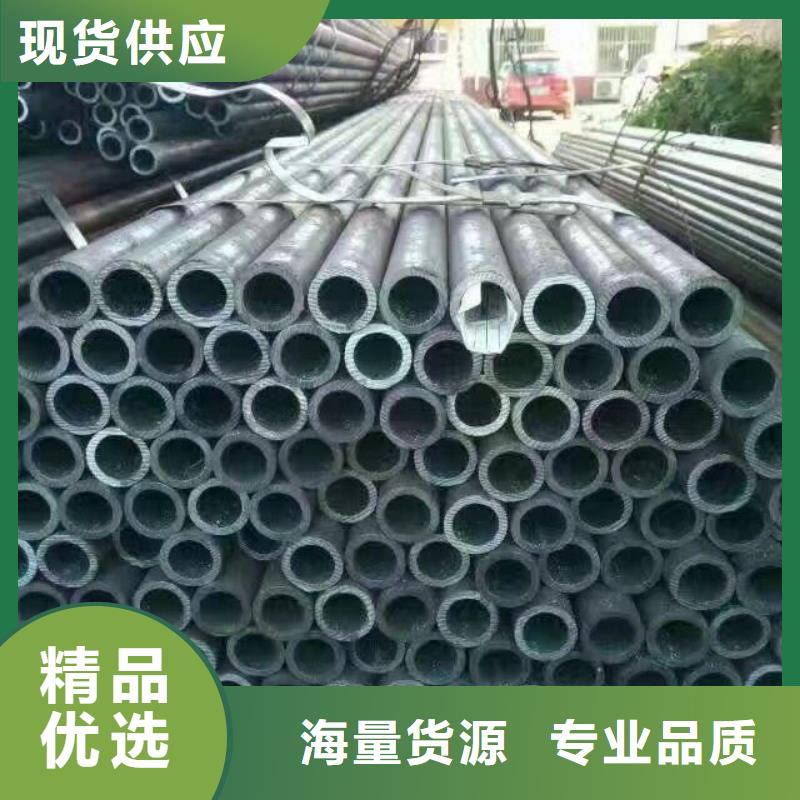
冷镀---只在外管壁镀锌,热镀---内外都镀.
镀锌焊管是在焊接钢管的基础上再热镀锌(即在锌锅内将锌溶化,再将钢管浸入液体锌中一段时间取出,再冷却吹干). 使钢管内外壁同时有一层锌层附着. 镀锌管一般用于低压流体(即水,液体煤气)的输送.
工艺不锈钢的生产工艺,具有如下生产步骤:
a.圆钢准备;b.加热;c.热轧穿孔;d.切头;e.酸洗;f.修磨;g.润滑;h.冷轧加工;i.脱脂;j.固溶热处理;k.矫直;l.切管;m.酸洗;n.成品检验。
只能提供大致流程,更详细的属于各生产厂家的机密
镀锌管应该达到的技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB822的规定。
3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。


1、中厚板机组:主要生产宽厚板,用于直缝埋弧焊管的生产,直缝埋弧焊管质量可靠,广泛应用于油气高压输送主干线上。
2、炉卷轧机:炉卷轧机包括一架往复式粗轧机及一架4辊往复精轧机。在精轧机两边的输送线上安装了两台热卷轧机。输出辊道通常包括一套层流冷却系统和一个卷取站。在炉卷轧机上,不锈钢冲压弯头管件整个长度上的热机械历史显著变化,尤其是在不锈钢冲压弯头管件生产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个不锈钢冲压弯头管件长度上终显组织和性能的剧烈变化
3、半连续轧机:包括1机架炉卷轧机及5机架精轧机。在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的。在精轧机上道次间的时间通常少于3s。
4、CSP连铸连轧:在CSP生产线上对含有铌、钒、钛复合合金化的低碳锰钢,采用合适的控轧控冷和卷取工艺,可以保证管件的力学性能和显组织符合现代X60不锈钢冲压弯头的技术要求,符合现代不锈钢冲压弯头管件发展趋势。我国CSP连铸连轧生产线目前已开发到了X60不锈钢冲压弯头管件,而美国及国外其它CSP生产厂已经开发和生产了高牌号不锈钢冲压弯头管件X60、X65乃至X70。其工艺特点是连铸薄板坯存在中心偏析,镀锌无缝钢管连铸薄板坯中心偏析是进一步提高不锈钢冲压弯头管件质量的关键技术问题,不锈钢冲压弯头使用的板材60~70年代主要采用鞍钢等厂家生产的A3、16Mn,随着管道管径增大和输送压力的提高,管件板强度不能满足需求。80年代以后各石油焊管件厂开始使用按美国API标准生产的管线钢板,由于当时国内不锈钢冲压弯头板生产厂技术不成熟,主要采用进口板。



