服务热线:0527-88266888
联系我们

发布时间:2024-09-19 09:07:39 浏览次数:4 公司名称:[新余]鑫森通达无缝钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
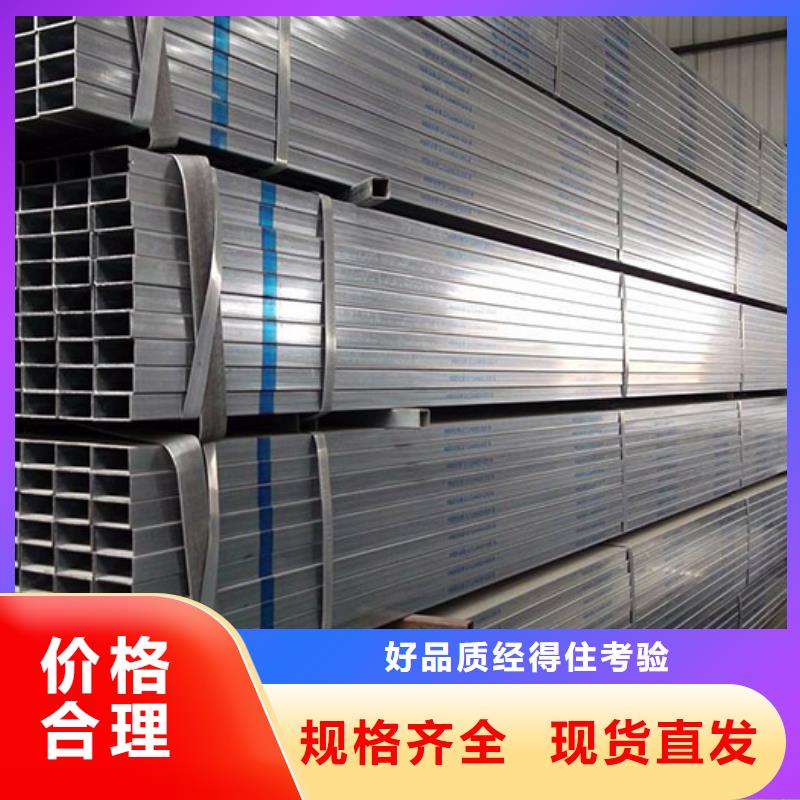
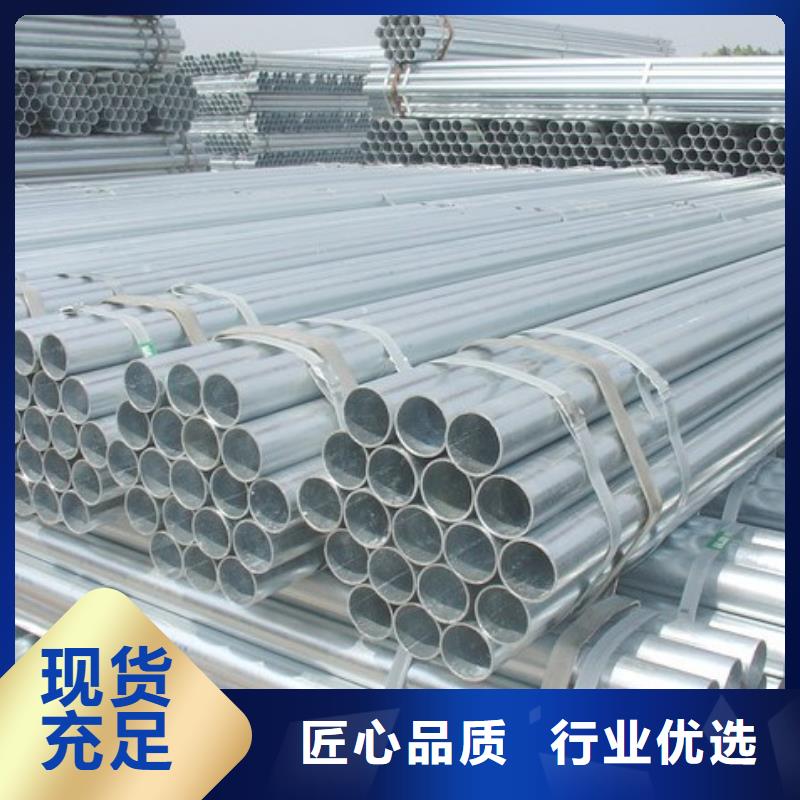
| 无缝钢管 | 20#、45#、Q345B |
| 产地 | 聊城 |
| 品牌 | 鑫森 |
| 无缝方管 | Q345B、20# |
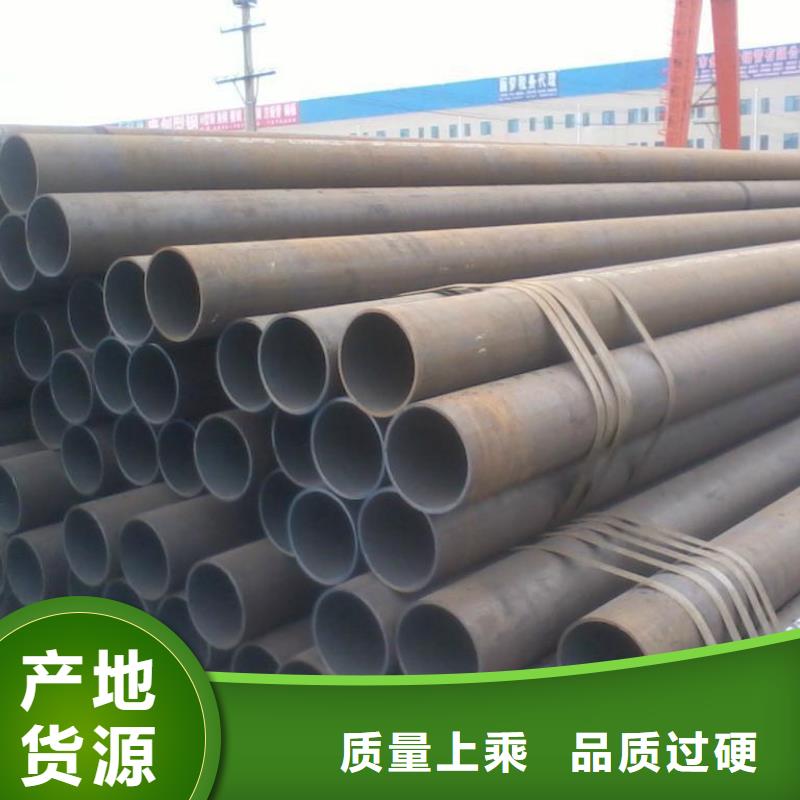




无缝钢管是怎样分类的
1、根据生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。
2、根据材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。
3、按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类



新余鑫森通达无缝钢管有限公司主要从事 冷轧无缝钢管,公司坐落于经济技术开发区,公司技术雄厚,生产设备先进,公司建立以来一直秉持“以人为本,勇于创新,追求卓越,互利共赢”的企业理念。质量是企业生命的原则,实行员工参与的质量管理方针,对于产品的制造,我们不会仅以达到标准就得以满足,停止脚步。而是在允许的范围内超越标准,向客户提供更为优质的产品与服务。

合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻




