


简约不浮华,不简单实用。我们的型材拉弯42crmo钢管切割性价比高产品视频用直观的方式展现产品的实用性和价值。
以下是:型材拉弯42crmo钢管切割性价比高的图文介绍
台州宏钜天成钢管有限公司位于经济开发区辽河路东首兴隆钢管市场。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 冷拔方钢厂家,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。台州宏钜天成钢管有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。



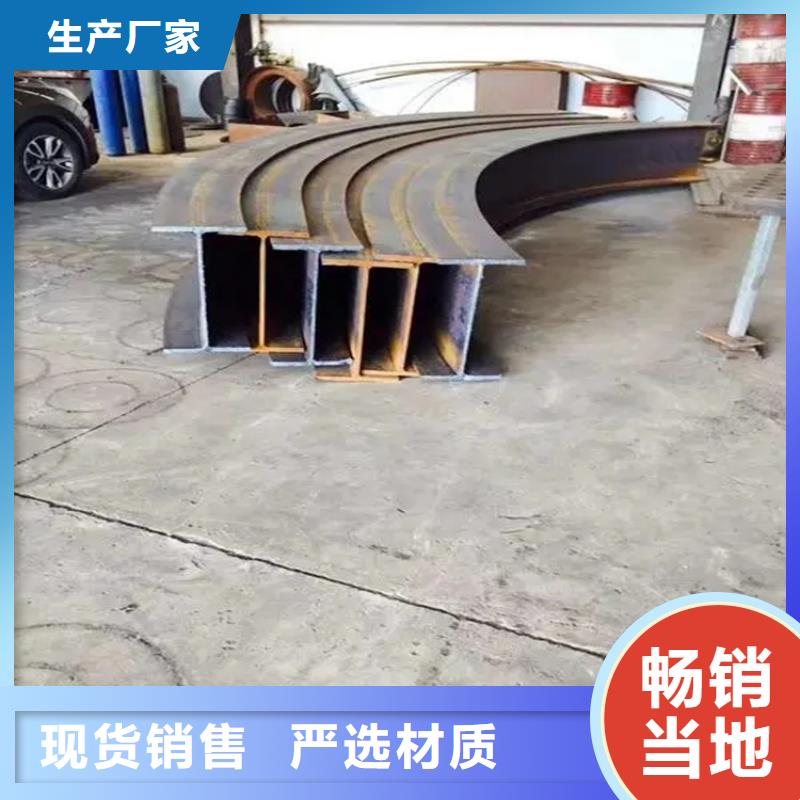
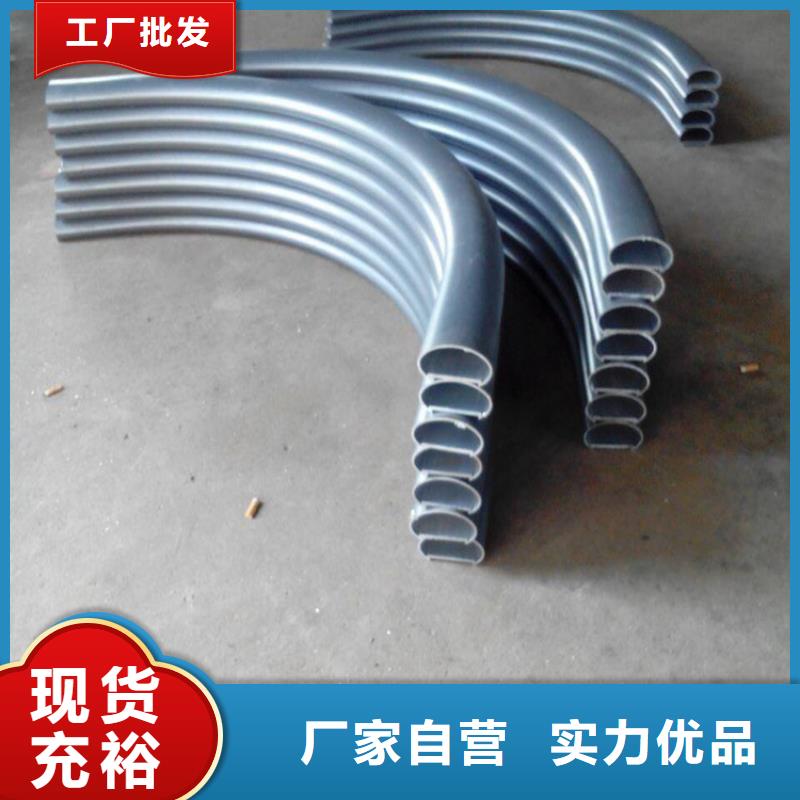
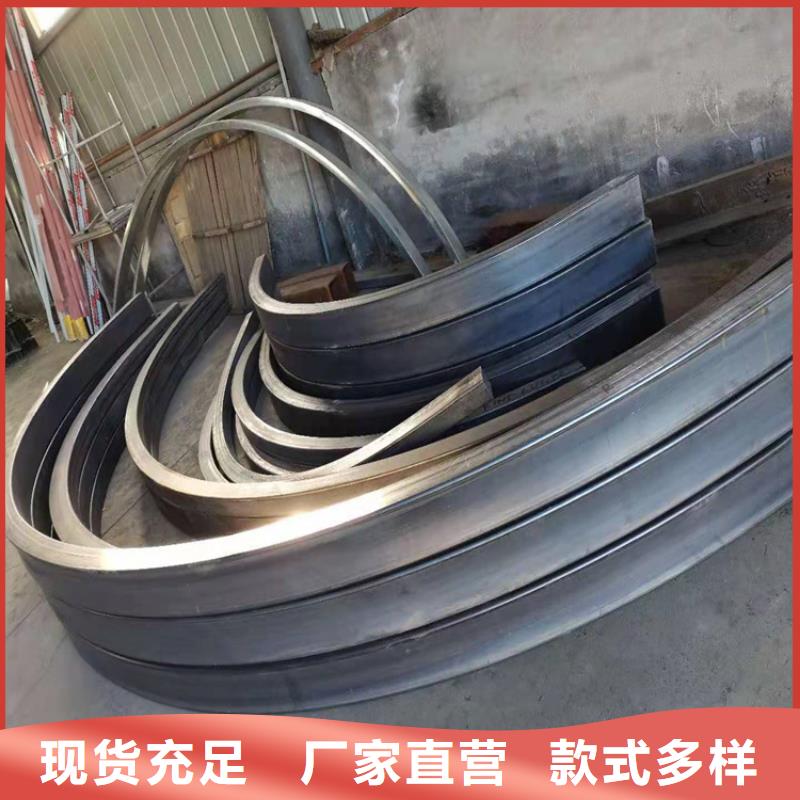
那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



型材拉弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。

