




上沅工程技术(巢湖市分公司)建立了完善的售后服务体系,始终把售后服务放在和市场开拓同等重要的位置上。公司的每位员工都坚持这样一个理念:售后服务是新销售的开始,因此,所有来自用户方的意见或建议均得到公司高度的重视和快速响应,直至客户满意为止。同样重视售前服务,我们的市场人员在与客户沟通的过程中,不但帮助用户选择到合适的 聚硫密封胶,同时也提高了自身的专业素质。与用户的密切接触使我们获益匪浅,几乎所有新 聚硫密封胶产品的设计灵感均来自用户的建议和要求。



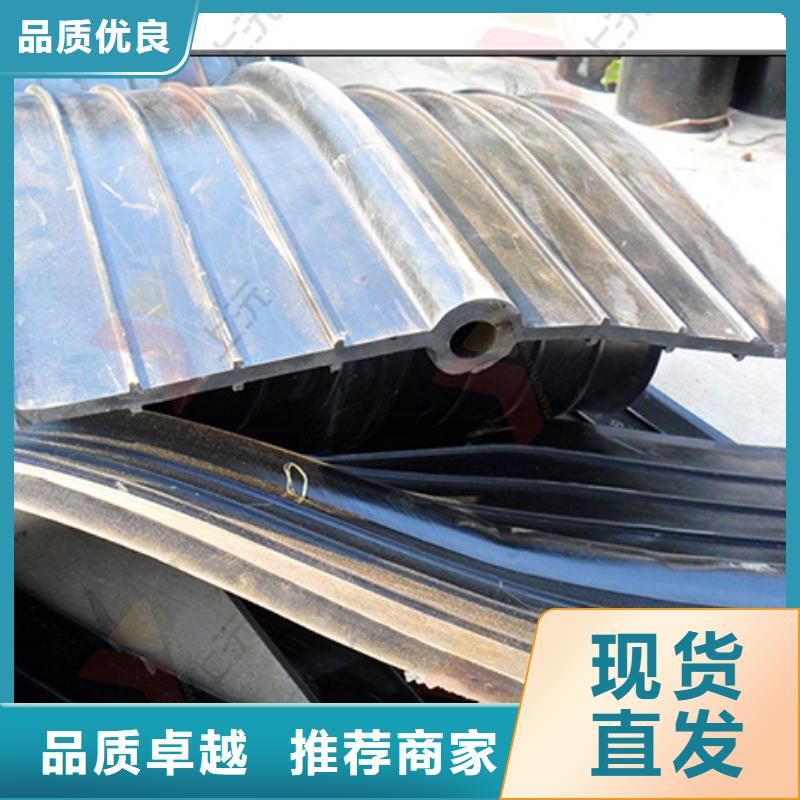
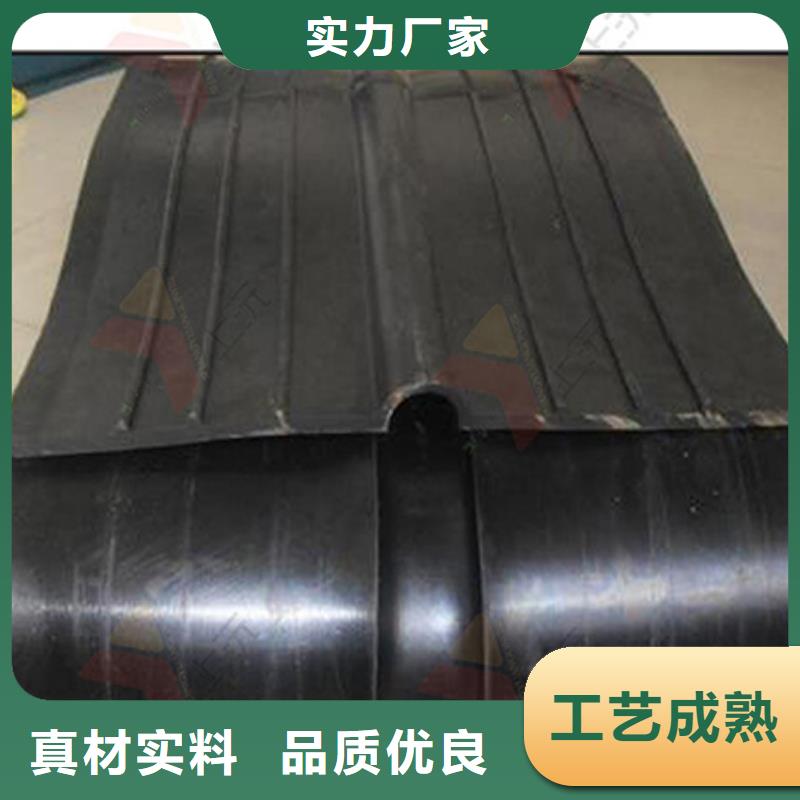
中埋式橡胶止水带是在混凝土浇筑过程中部分或全部浇埋进混凝土中。待上一段混凝土浇注完成,施工缝界面硬化并表干后,界面浮渣,在浇埋混凝土以前先要使其在界面部位保持平展,接头部分粘接紧固,止水带接头必须粘接良好,施工现场条件具备,可采用热硫化连接的方法,不加任何处理的所谓“搭接”是不允许的。再以适当的力充分浇捣,振荡混凝土来定位止水带,使其与混凝土结合,以免影响止水效果。在施工过程中,由于混凝土中有许多尖角的石子和锐刃的钢筋,所以在浇捣和定位止水带时,应注意浇捣的冲击力,以免由于力量过大而刺破橡胶止水带,如发现有破裂现象应及时补修,否则在接缝变形和受水压时橡胶止水带所能抵抗外力的能力就会大幅度降低。在定位橡胶止水带时,产品安装必须固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。一定要使其在界面部位,保持平展,更不能让止水带翻滚,扭结,如发现有扭结不展的现象应及时进行调整。通常我们固定止水带的方法有:利用附加钢筋固定;专用卡具固定;铅丝和模板固定等,如需穿孔时,只能选在止水带的边缘安装区,不得损伤其它部分。



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。


