


精心打磨的产品视频已准备就绪,它将带您深入【钢筋笼绕筋机】-数控钢筋弯曲中心为品质而生产的魅力世界,让您重新发现产品的无限可能。
以下是:【钢筋笼绕筋机】-数控钢筋弯曲中心为品质而生产的图文介绍


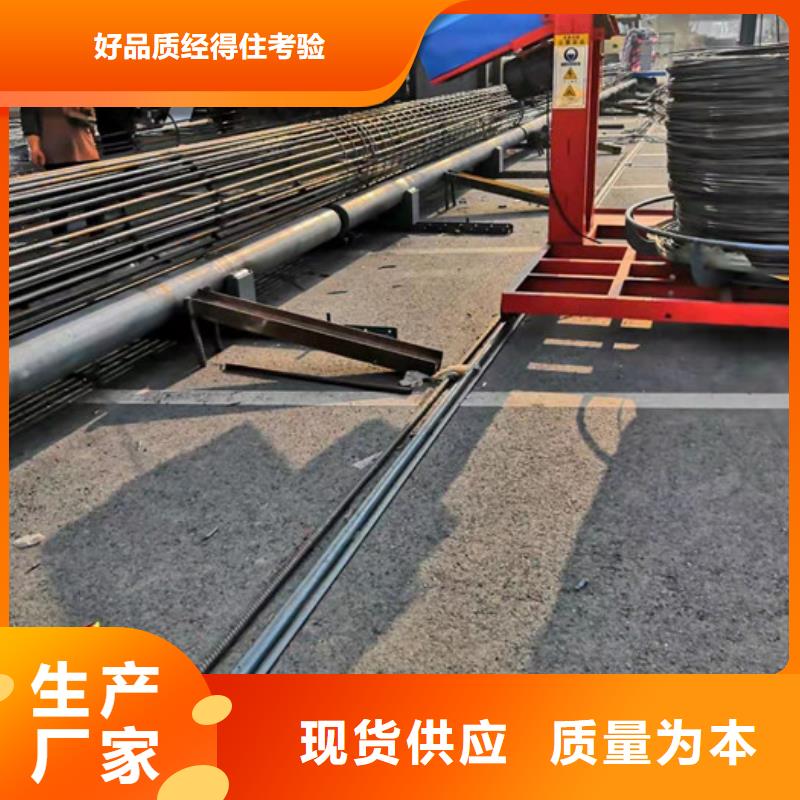
墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术 管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)厂家提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。钢筋笼绕筋机



泰安建贸数控钢筋笼滚焊机厂家有限公司主要销售 钢筋笼绕筋机等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!


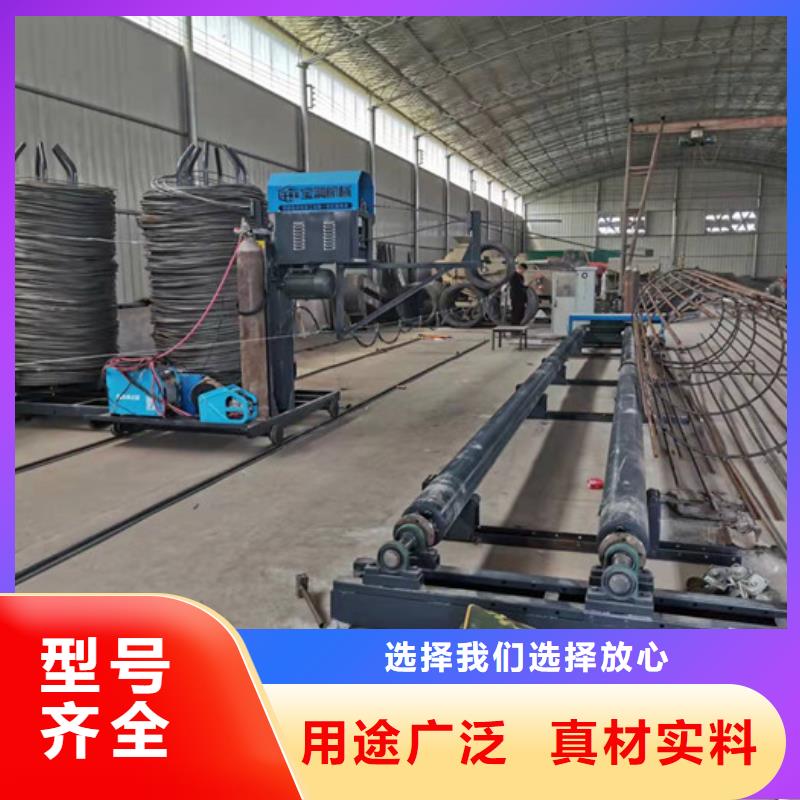
钢筋笼绕筋机熟悉设备性能并能熟练操作,做好设备例保检查。2.工作前应检查各部位螺栓紧固和台车行走限位开关。3.接通气路,检查牵引架托架动作是否灵活。4.接通电源旋转“控制电源”开关至指示灯亮。5.经常检查电极铜块磨损腐蚀和导电性能情况。6.工作时观察通电时间和电极是否正常。7.应根据钢筋笼直径选定电极配筋板,台车夹具及调整支架的高度。8.严格按操作程序精心操作,检查确认电压和气路是否正常。9.当编制到设定长度时应停止编织。


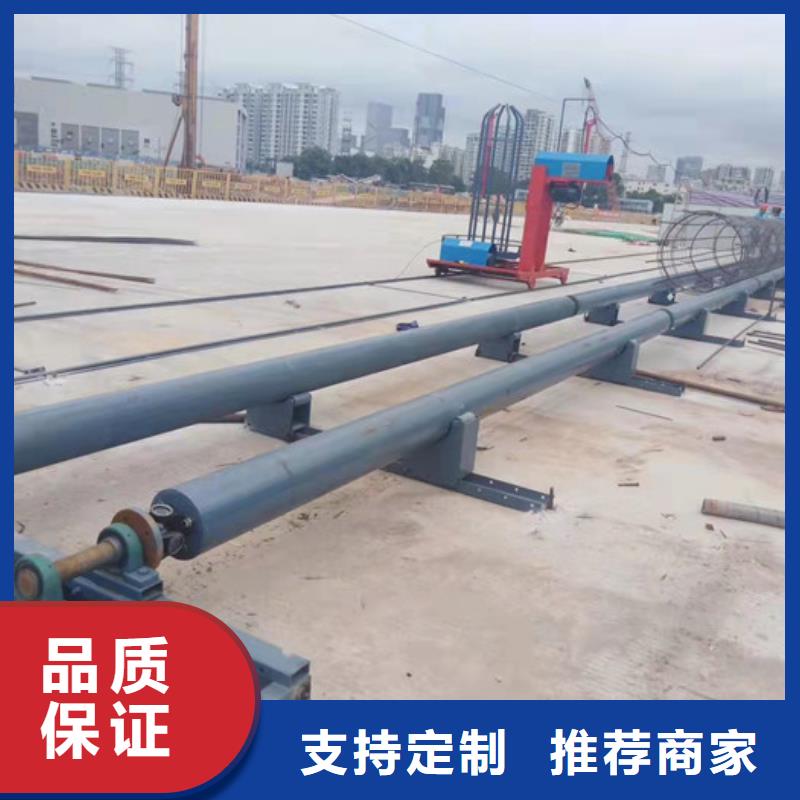
箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机


